-
车削中心CH7516GS
CH7516GS是通过对高效加工结构优化技术,热变形及补偿技术,高速车削加工动静态检测技术,主轴单元技术,高速车削加工工艺技术,功能组件模块化设计技术,动态性能研究与轻量化技术,高速移动驱动技术,可靠性技术等方面的研究,开发完成的回转直径为φ400mm规格的高速数控车床/车削中心.
-
表面界面张力仪 DCAT21
DCAT系列接触角测量仪是性能最好最专业的表面/界面张力仪。它的核心是德国sartorius 公司生产的精度达十万分之一的精密天平。
-
立式加工中心BMC1055V
立式加工中心BMC1055V机床采用滑座前后(Y)移动,工作台只沿床身作左右(X向)运动,无床鞍的负荷,提高了机床的承载能力和运动精度;
-
钻削加工中心ZH7120G
ZH7120G钻削加工中心适用于汽车、机车、仪器仪表、轻工轻纺、电子仪器和机械制造等行业的中小型箱体、盖、板、壳、盘类等零件的加工,具有高刚性、高精度、高速度、高效率、高可靠性等特点,机床操作简便,可靠安全.
-
柔性加工单元BRX10
BRX10 柔性加工单元,主要用于加工盘,盖类零件,特别适用于汽车,摩托车,纺织机械等机械设备的盘,盖类零件的车削加工.
-
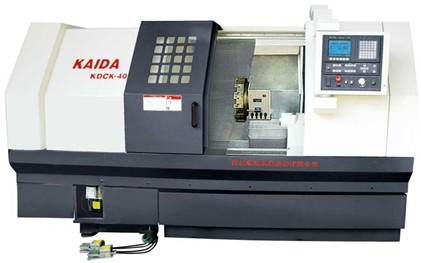
数控车床DK2010
DK2010数控车床为高效CNC车床,该机床主要用于加工盘、盖类零件,特别适用于汽车、摩托车、纺织机械等机械设备的盘、盖类零件的车削加工。机床采用双主轴、双刀架对称布局,整机结构紧凑,在一台机床上可完成工件的全部车削和钻孔加工
-
-
-
-
BT强力铣刀柄
应用范围:配直柄筒夹可夹持各种尺寸圆柱柄刀具,用于高速及高精密加工
-
-
-
-
-
-
-
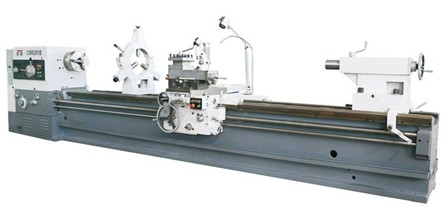
数控车床CK6163A
车床纵横向走刀用伺服电机驱动,精密滚珠丝杠传动。床身导轨经超音频淬火后精磨,寿命长,精度高。
-
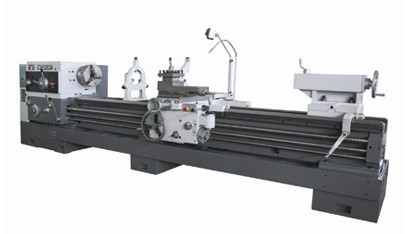
数控车床CK6150 CK6166
车床纵横向走刀用伺服电机驱动,精密滚珠丝杠传动。刀架有四工位、六工位、立式或卧式供选用,采用精密端齿盘定位,也可选用排刀,重复定位精度高。
-
-
共1373条记录,每页显示20条,当前第57/69页
[首页] [上页] [54] [55] [56] [57] [58] [59] [下页] [尾页]