


Abstract摘要最近处于全球化竞争环境之中各家制造商愈来愈表现出投资多轴机床的需求,以期获得高精高质的加工和高投资回报(高利润)。最受欢迎的多轴机床为5轴机,包括5轴联动机床和“3+2轴”机床,因为5轴机可以满足简洁化/无人操作的要求。在此,我们将介绍通过集中加工实现节拍缩短的案例,以及我们的机床。
1. Introduction引言
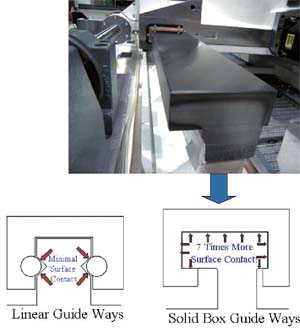
目前对5轴机床的需求所呈现的趋势为:在提高质量、削减成本的基础上,力争实现缩短从研发设计到制造出成品这一环节的交货期。有了高精度的机床,客户期望可以省略或减少精整、抛[磨]光的工序 [1-2]。在此,我们以汽车变速器产品原型为例做些说明(见图1)。加工此工件通常需要用到多种设备如:数控车床,E DM(放电加工机),电火花成型加工以及电极加工设备。此工件的形状加工不需要联动配合可倾及旋转轴,或是深切斜倒区域(undercut),所以无需使用5轴机。然而,北村公司的5轴机组合以车削功能,可以用一台机床替代上述所需各种设备,因此可以成功实现精简加工工序过程、减少装夹时间,从而大大降低整体成本。结果加工节拍减少了约54小时,因为诸如数控车床、E DM(放电加工机),电火花成型加工以及电极加工设备,加工中心的倒角加工,手工打磨等加工工序都可以省去。见图3,与传统加工工艺的比较。北村公司推荐使用的机床为“Mytrunnion-1”,此机型为“M y t r u n n i o n”系列中最小型的5轴联动立式加工中心。为了体现/实现真正的益处,机床还必须要有良好的吸震性能以保证刀具的使用寿命。北村公司的Mytrunnion-1的配置为:具备高吸震性能的硬轨结构,优异的加速/减速性能,高速高刚性30,000min-1 主轴,和耳轴款式的旋转工作台/分度盘(由旋转轴支撑其两端,不同于仅是靠一端支撑的台面安放款式atable on table style),并且硬轨为感应处理硬化和精密研磨工艺,配合触面为树脂贴塑。因此在高速进给切削时北村机床可提供高于其他机床7倍的抗震能力(图2)。所有上述机床特点的总和,可令机床具备重切削的能力,不仅加工表面质量好,且刀具寿命更长。就此案例,我们希望强调这样一个事实: 将对称工件装夹于工作台中心,北村机床可以实现连续高精度加工,而无需设定工件各个加工点的工件坐标。
2 . K e y p o i n tf o r m a c h i n i n g ,machine functions加工及机床功能之关键点
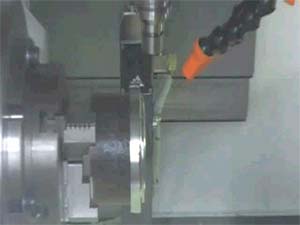
该工件为产品原型,不是量产。量产时,该工件的加工分为多道不同工序,各个工序需要用到不同的工装,而采用此种加工方式来加工产品原型则是非常低效率的。使用Mytrunnion-1各种功能,我们可以减少工序,提高效率,同时确保精度在公差范围内。在此,我们再来看一下加工工艺以及加工该工件所需要的机床功能。要保证使用多轴机床进行量产时的高精度,经常需要调整工件坐标系统的参考点[3-4]。这个调整可以通过一个自动触碰探针实现(图3),但是产品原型的加工则无需这样做。

2.1 Machining the outer circle andboring a hole by using the CNC turningfunction
利用CNC车削功能来加工外圆及镗孔外圆以及安装传动轴的(镗)孔的精度有圆度要求。北村的Mytrunnion-1利用直驱马达来驱动旋转工作台,转盘的转速高达1100min-1。该工作台可以在主轴上装有车刀时做旋转操作。所以这样子可以免去在不同工序设备(铣削机床-车床)加工时再次重新装卸所造成的失误。因此工件的加工精度得以提高。而且,我们还可以在工件处于倾斜位置时进行工作台旋转操作,这样我们可以进行工件背面的倒角加工,因此可以省略另行二次加工。
2.2 Milling the Outside and inside with5-axis simultaneous control
利用5轴机床的联轴控制功能进行工件的内部和外部铣削加工该工件外部有变速齿轮齿,各齿的内面必须要有均匀的厚度以令其轻盈。长的端铣刀可以用来慢慢加工各齿间的沟槽(工件的形状是没有倒勾的)。而使用5轴加工中心可以允许我们使用短的端铣刀,从而可以改善切削加工的条件。如此可以缩短节拍。由于可以做到一次装卡来同时加工工件的内部和外部,除了省却一次装卡的时间,还可以避免工件任一面的错配。

2.3 Relief hole on the periphery andprojection at the end
外缘和端部凸出处的排泄孔通常排泄孔是垂直于每个齿的表面的。尽管附图照片无法清楚显示,利用5轴联动加工中心配合以Swarf cutting切削加工技术,就可以在短时间内完成不相同锥形表面的加工。该工件本身是不能用倒角设备(刀具)加工的。将工件放入加工中心机床(Vs 车床),额外的行程可以允许实现加工该工件的三处凸出处,而无需重新装卡。内圆处的键槽可以直接加工,无需变动转动轴的方向。相对于中心和垂直的定位精度得以大幅提高。
3. Tool Center Point Control,Tilted Work Plain Command刀具中心点控制 (TCP),倾斜面加工指令 (TWP)
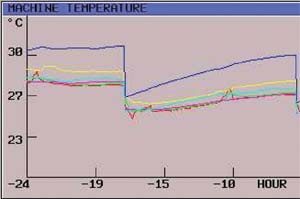
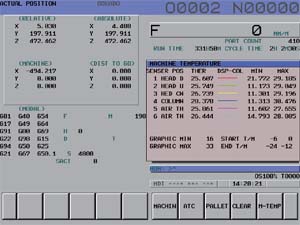
使用5轴加工中心(5轴联动或3+2轴)加工时,如果利用TCP,TWP的功能,则可以另得您能够使用各类5轴加工中心、多种多样的刀具来加工各种不同形状的工件。而且,即便加工切削条件有些变化,其加工程序的修改也相对简单。利用了这些5轴控制功能,则需要用CAM来重新编辑程序的时间大幅减少,如此可以提高生产效率 [5]。TCP功能令图形(轮廓)编程变得可能,传统做法是必须分成细小线段,利用相同的概念即一根轴正交(独立)于3轴,如直线插补,圆形插补,及其他。在此案例中,工件是装卡在转盘中心的,如果我们利用TCP,TWP,则即便工件是偏离中心的,我们仍旧可以实现加工(将计算出偏离于实际中心的数值设入参数中)。通过此方法,不论工件装卡在何处,我们我们都可以用相同的程序。然而,如果因室温变化或长时间连续加工导致参考点变化,则加工精度会明显变差。在北村公司,即便是再小的机床,如在此介绍的机型,所有安装结合接触面都采用精湛的手工刮研工艺。所有北村的机床都可实现并保持长期的超高精度,这是基于手工刮研工艺所确保的垂直度和平行度(图4)。北村机床还标配有 “智能高级热位移自动补偿功能” (IAC,取得专利于2001年) (图5, 6, 7),机床内部装有温感应装置,工厂环境温度变化导致的热位移会通过补偿(基于经验)至工件原点从而将此影响减少。最新的版本在环境温度变化为+/- 5 °C范围内时,几乎可以完全补偿消除此类影响。

4. Conclusion结论
我在此所介绍的工件是一个极好的案例,即可以通过将多次装卡工艺精简为仅一次装卡,我们可以减少设备投资和相关人员的工作量。图1所示的工件是从胚料开始加工的,加工为成品仅需一次装卡。其结果,于传统加工方式即E DM加工相比,可以节省54小时。总体来说,EDM加工方式一直都被视为加工硬质材料(molybdenum,Inconel, 及其他硬化材质)的最高效方法。尽管E DM加工方式在量产时被普遍采用,但是像今天这样的产品原型加工案例确并不适用。相比较之下,加工中心的节拍时间大为节省,可以体现其成本效率方面的明显优势. 但是利用5轴加工中心加工如此坚硬材质,机床本身必须要有极好的抗振性能,因此北村的 “Mytrunnion”系列采用的是硬轨技术,这在长时间连续无人加工时其优势显著。并且,如果能够实现用5轴加工中心仅一次装夹来完成生产数量不多,且复杂,多面的工件,也便于生产、交期,工艺管理。且针对更长时间的无人加工,多样化产品加工,该机床可以加装7或 21面的工作托盘单元。所以说5轴加工中心必须要有刚性。 首先,北村的“Mytrunnion”系列为旋转工作台在可倾耳轴上的款式,如此在工件平行或倾斜时可以改变传达至工作台的重量分配。尤其在如今,机床的加速度(加速及减速时)通常超过1G。如果机床结构不能承受此速度,则高精机床亦根本无从谈起。 其次,如果工件可以被倾斜,则可以令刀具可以更加地接近工件,如此可以使用更短的刀具加工,更短的刀具意味着可以改善加工条件(实现高速高进给的切削)。但是机床必须要具备高刚性和好的吸震性能,否则难以改善加工表面的质量。第三点,可以使用更短的刀具可以提高粗加工时的效率。如果机床的刚性无法满足重切削的要求,机床会产生震动,加速刀具的损耗。这样子的话,你就无法缩短粗加工的时间。综上所诉,机床本身的刚性好,对5轴加工中心来讲,有利于其实现高速、高精度的加工。为了充分发挥客户所使用机床的性能,北村公司一直以来在制造机床时都不会忘记考虑到机床的操作者。北村公司始终认为‘亲近用户’应该是被最优先考虑的,所以在开发最新款5轴加工中心时,北村公司非常重视如何最大限度地发挥、提升机床操作员的潜能和工作表现(具体的讲,比如如果可以减少装卡次数)。将来会有更多利用5轴加工中心来制造产品开发原型的情形发生,因为这类复杂的工件愈来愈少会被量产。目前使用5轴机床最为普遍的例子(行业)是航空业,该行业的所谓量产概念明显不同于汽造业,一般仅为600件左右。因此,现今的利用5轴加工中心来做产品原型制造加工的趋势将变得愈发普遍。
References参考书目
[1] A. Kitamura, M. Anzai, I. Takahashi, Y. Takeuchi:Development of Movable Machine Tool with Multi Spindle andAxis (Concept of Development and Performance Evaluation),Transactions of the Japan Society of Mechanical Engineers, Vol.72,No.716 C (2006) 364- 369. (in Japanese)
[2] A. Kitamura, M. Anzai, I. Takahashi, Y. Takeuchi:Development of Movable Machine Tool with Multi Spindle andAxis (Development of Control Software for Multi Spindles andAxes), Transactions of the Japan Society of Mechanical Engineers,Vol.72, No.721 C (2006) 354-359. (in Japanese)
[3] A. Kitamura, I. Takahashi, M. Anzai, Y. Takeuchi:Development of Movable Machine Tool with Multi Spindle andAxis (Development of Machining Accuracy in Simultaneous MultiSpidle Machining), Transactions of the Japan Society of MechanicalEngineers, Vol.74, No.740 C (2008) 239-244. (in Japanese)
[4] A. Kitamura, I. Takahashi, M. Anzai, Y. Takeuchi:Development of Die Mold Processing Machine with Multi-Spindleand Axes, Int. Journal of Automation Tech., Fuji Tech. Press, Vol.1,No.2 (2007.11) 94-102.
[5] T. Inoue, K. Nakamoto, T. Ishida, Y. Takeuchi: ToolPass Generation Method for Shorter Overhang Tools in 3+2-Axis Control Rough Machining(Machine Elements, Design andManufacturing), Transactions of the Japan Society of MechanicalEngineers, Vol.75, No.759 C (2009) 3089-3095. (in Japanese) ■


