-
HY-218系列精密轴瓦镗床
本机床是为轴瓦行业专门研制的高精度、高效率产品,可以广泛用于汽油机和柴油的轴瓦类零件的精密镗销,是提高轴瓦加工精度和表面粗糙度的理想设施。
-
CM6125C型精密车床
本机床的特点是精度高,结构简单,操作方便,能用来加工直径在18毫米以下的棒料,在床身上可安装直径250毫米以下盘形零件。
-
CG6125C型高精度车床
CG6125C型高精度车床是在CG6125B型高精度车床的基础上改型设计的新产品,本机保持了原机床的精度高,结构简洁和操作方便等特点外,根据广大用户的要求与我厂积几十年制造高精度机床的经验,运用现代科技成果,对机床进行了全面改进,使本机外形更具时代感,布局更为合理,同时,加大了机床的动机参数,提高了主电机功率和主轴转速。扩大了主轴通孔直径,增大运动导轨的宽度,并大大提高了床身和拖板的刚性,加大了进给电机的功率,主传动采用先进的电气变频无级调速,同步齿形带传动。有效地增强低速传递扭矩。本机床既能满足高精度零件加工需要,又能充分满足大负荷,高生产率的要求,是一台名符其实的生产型高精度车床。
-
-
卧式镗床
产品主要用途
T6111、TX6111型卧式铣镗床,是在TX619A/1的基础上开发的卧式铣镗床。该型机床取消平旋盘机构,但作为特殊附件,增加了立铣头机床适应于点位和直线切削加工的工艺要求。特别适宜大、中型零件和箱形零件的粗、精镗、铣削等多种工序的加工。两型机床的工作台均设有90?光学定位装置,能满足大型箱形零件的调头加工要求。
-
双坐标镗床
产品主要用途
该机床可完成精密镗孔、精密铣削、攻螺纹、精密划线和钻孔、铰孔、精制外圆等工作,同时因设计有垂直主轴箱和水平主轴箱,工件一次装夹可完成两个方向的加工。为了扩大使用范围,机床还配置有Φ800毫米数显转台和Φ440毫米万能角度转台,这样可进行精密分度、精密刻线、加工斜孔和极坐标制孔。是航天、船舶、汽车制造、模具加工及机器制造业的理想设备。
-
单轴坐标镗床
机床主要特点
1 本系列机床系高精度立式单柱坐标镗床,以主轴旋转为主运动,以套筒等移动为进给运动,适合加工板、杆、轴、套、箱体等类型的零件,以及冷冲模、钻模、镗模等工模具,可以对工件进行钻、镗 、铣、车端面、刻线等多种形式的加工和测量。
2 由于机床的工作台、拖板、套筒的精确移动,在机床的加工区域内建立起精确的坐标系,因此尤其擅长加工位置精度要求高的各种孔系、平面和型槽。
3 借助平面圆转台或万能转台以及各种附件和工具,还可以进一步扩大使用性能和工作范围,还可以高速钻φ0.3~φ3小孔。
-
-
-
-
摇臂钻床
产品型号:Z3025x10/Z3080x25
-
卧轴矩台平面磨床
M7130/H型 卧轴矩台平面磨床适用于中批和小批量生产车间及机修车间和工具车间各种工件的平面、侧面的磨削,是一种操作简便可靠,适用性很广的卧轴矩台平面磨床。工作台纵向移动为液压控制,亦可手动。磨头的横向移动为液压控制连续进给或断续进给,也可手动进给。砂轮主轴轴承采用滚动轴承。磨头具有快速升降,且与手动进给联锁。工件可吸附于电磁吸盘或直接固定在工作台进行磨削。
-
卧轴矩台平面磨床
卧轴矩台平面磨床系用于精密零件的平面、侧面磨削,适宜于 中小批生产车间及模具车间使用。采用磨头横向移动总体布局、各部件可调结构,故精度可处于最佳状态。磨头主轴采用套筒式精密滚动轴承支承。磨头横向移动采用油马达驱动,丝杆传动,具有连续进给和断续进给功能,也可手动进给。带磨头垂直快速升降及自动周期进给结构,也可用手动传动。工作台纵向移动采用双油缸传动,也可用手轮传动。工作台采用贴塑导轨,油轮润滑。垂直导轨全贴塑。采用独立油箱及背包式电箱。
-
数控车床
CK6150型系列数控车床 为纵(Z)、横(X)两座标控制的数控卧式车床。能够对各种轴类和盘类零件自动完成内外圆柱面、圆锥面、圆弧面、端面、切槽、倒角等工序的切削加工,并能实现直螺纹、端面螺纹及锥螺纹等各种车削加工。CKA6150选用FANUC、西门子、大连数控、华中世纪星等国内外知名公司的数控系统,对工件可进行多次重复循环加工。适合于多品种,中小批量产品的生产,对复杂、高精度零件尤能显示优越性。
-
CD系列A型普通车床
性能简介: CD系列A型普通车床可进行各种车削加工,如:车削零件的内、外圆柱面、端面和圆锥面;带有马鞍的车床可用来车削大直径或畸型零件。根据用户要求,提供公制丝杠机床或英制丝杠机床,可完成车削公、英制、模数、径节和周节螺纹.完成钻孔、铰孔和拉油槽等工作。
车床特点: ◇ 外形美观大方宜人。手柄集中操作。螺纹进给系统采用“三轴滑移公用齿轮机构”,在不换挂轮的情况下可完成多种螺纹的加工。
◇ 溜板箱上设有形象化的纵横进刀手柄和快速移动机构。
◇ 尾架具有快速偏心夹紧装置。
◇ 床鞍采用卸荷装置,移动轻快,减少床身导轨的磨损,避免“爬行’现象。
◇ 床头箱和进给箱采用箱外循环集中润滑,大大减少了热变形对加工精度的影响.
◇ 导轨经高频淬火,硬度高、持久耐用,可延长机床的使用寿命。
◇ 还可提供CD系列H型普通车床,其特点是在A型车床的基础上,主轴轴承为滑动轴承.型号选择时,“A”改为“H”。如:CD6140H。
-
ZK2102A×2双轴数控深孔钻床
本机床是一种高效、高精度、高自动化的采用外排屑钻削法(枪钻法)钻削小孔径的深孔钻床。通过一次连续钻削可以代替一般需要钻、扩、铰工序才能达到的加工精度和表面粗糙度。
本机床采用数字控制系统控制,不但有单动功能,它还具有自动循环功能。为了提高加工功率,床头箱与钻杆箱具有两个主轴,可以同时加工两件工件,因此本机床特别适合适用于大批量工件的加工。它既能钻削通孔,又可以加工盲孔或阶梯孔。
本机床广泛地应用于汽车、摩托车行业、模具行业、军工行业、航天工业等零件的小深孔的加工
-
ZKA2102三坐标数控深孔钻床
机床是用于钻削三坐标或两坐标孔系的深孔加工设备,它是一种高效、高精度、高自动化的采用外排屑法(枪钻法)钻削小孔的机床。通过一次连续钻削即可达到一般需要钻、扩、铰工序才能保证的加工质量。孔径精度为IT7-IT10,表面粗糙度Ra3.2-0.04μm,孔中心线直线度每100mm长度上≤0.05mm。它广泛地用于塑橡模具工业的水孔、射销孔、电热孔;液压机械工业的阀、分配器、泵体、汽车拖拉机工业的发动机缸体、供油系统零件、传动系统零件、转向机构壳体和转向轴;航天工业的推进器、着陆架、发电机工业的热交换板等零件深孔的加工。
-
TK2125A数控深孔镗床
该机床是专门加工深孔类工件的设备,进给结构为双齿轮齿条传动,刚性好,加工范围大。主要功能有钻孔、镗孔(可镗削盲孔),可进行滚压加工,滚压后,粗糙度一般可以达到Ra0.4以下。钻孔采用BTA方式;镗孔采用推镗方式,授油器进油。工件的顶紧和授油器的夹紧均采用液压控制,安全可靠、操作方便。适用于各种液压油缸、主轴孔、汽缸孔、冷却孔的加工,适于大批或小批生产。
-
T2150/T2180数控深孔钻镗床
该机床是专门加工大孔径圆柱形深孔工件的设备。机床可完成内孔的钻、镗、扩、滚压加工。
该产品选用两种加工工件艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧。授油器采用创新的主轴式结构形式,承重性能有很大提高,旋转精度更高。床身导轨采用适宜深孔加工机床的双矩形导轨,导轨宽度800mm;导轨经过了淬火处理,耐磨性较高。适用于机床制造、机车、船舶、煤机、液压、动力机械、风动机械等行业的镗削、滚压加工,使工件粗糙度达0.4-0.8μm。
本系列深孔镗床根据工件情况,可选择下列几种工作形式:1、工件旋转、刀具旋转和往复进给运动;2、工件旋转、刀具不旋转只作往复进给运动;3、工件不旋转、刀具旋转和往复进给运动。
-
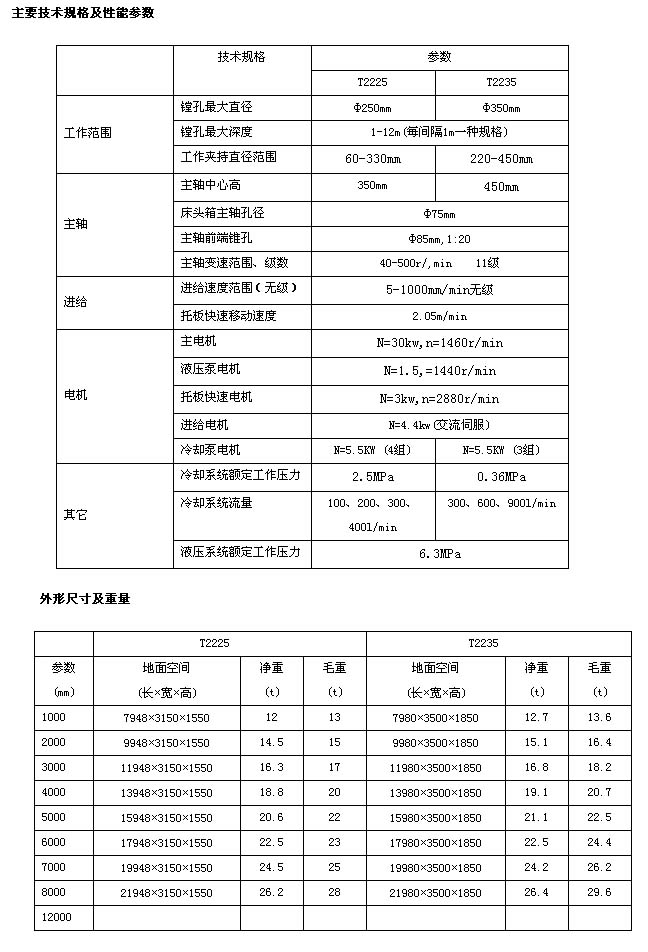
T2225 / T2235 深孔镗床
该机床是专门加工圆柱形深孔工件的设备,如加工机床的主轴孔,各种机械液压油缸、汽缸圆柱形通孔、盲孔及阶梯孔等。
机床主要用于镗削,而且还可进行滚压加工,镗削时采用前排屑。
机床床身刚性强,精度保持性好,主轴转速范围广,进给系统由日本交流伺服电机驱动,能适应各种深孔加工工艺的需要。授油器紧固和工件顶紧采用液压装置,仪表显示,安全可靠。
T2225 T2235型深孔镗床是加工圆柱形零件的专用机床,它可以镗削通孔阶梯孔,在镗削方式上为推镗,在排屑方式上采用向前排屑,在生产中适于大批生产,也适于单件小批生产。
该机床为系列产品,还可按用户需要提供各种变形产品。
共43747条记录,每页显示20条,当前第2168/2188页
[首页] [上页] [2165] [2166] [2167] [2168] [2169] [2170] [下页] [尾页]