自动车床,自动车床厂家及产品信息尽在158机床网-自动车床专栏
https://www.158jixie.com
-
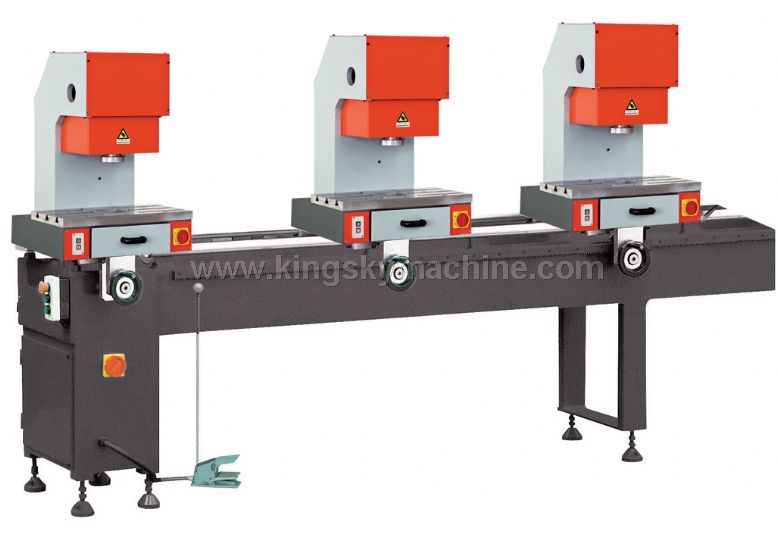
KS-3P2108-三缸快速液压冲床
产品详细信息:
三缸快速液压冲床借鉴日本技术开发而成,主要用于与铝合金门窗系列单模、组合模配套使用,可完成各种相应普通型材、隔热型材、特别是太阳能系列产品全部孔和缺口的冲裁加工。工作范围大,更换模具快捷、简便、安全、可靠。
-
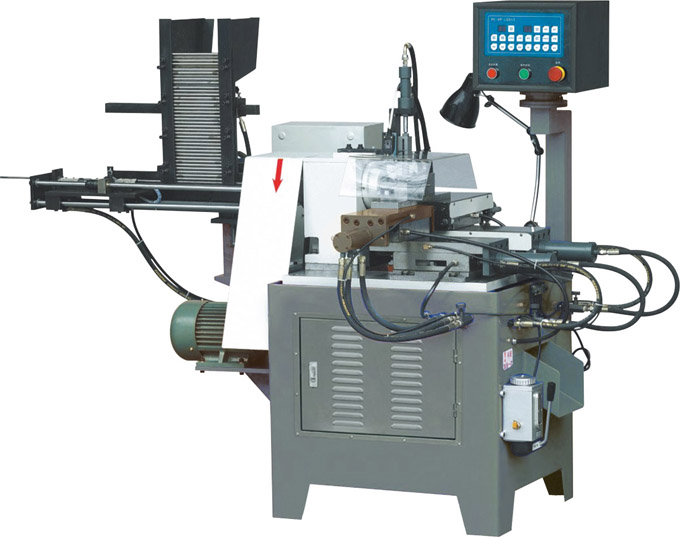
KS-K1604D (KS-B101D)-数显铝板开槽机
产品详细信息:
采用意大利经典的板材设备结构及结合我司多年的经验积累开发而成,主要用于幕墙复合铝板、纯铝板、PVC、防火板的开槽与切断;特制进口硬质合金刀具,高速运转平稳性好、生产效率高、使用寿命长;切槽深度由专门偏心轴承机构控制,在0-8mm之间任意调节,调节方便、精确度高,槽深偏差≤0.15mm;机头可作水平和垂直切割与铣削,尺寸调节方便、定位准确、操作灵活、平稳;
-
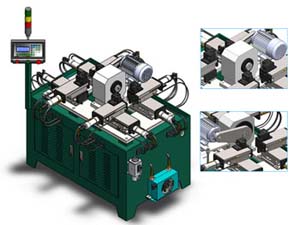
双头液压自动车床
机器相当稳定,在生产过程中只需在一段时间后调整刀具磨损带来的尺寸变化,操作者只需按照要求的放入方向简单的将待加工件放入下料槽即可,加工过程由微电脑控制自动完成,操作者同时可以抽检产品的品质,通常每人可以操作三台机床,节省人力。
-
-
-
-
-
-
-
MS32G多主轴自动车床
用于繁琐的背部加工的多主轴自动车床
2 x 6 个单独驱动的主轴带有C轴功能
相匹配的转数用于优化切削速度,有利于断屑和短的加工时间
18个独立的数控刀架,可选择带有1个或者2轴向
具有一定难度的背部加工在同一个工作循环
通过快速的产品换型和柔性的设置特别适用于形状相近的工件
完整加工在所有主轴位置配有动力刀具
C轴,Y轴,滚齿和多边车削用于扩展应用
-
MS32C多主轴自动车床
前开多主轴自动车床
6个单独驱动的主轴带有C轴功能
相匹配的转数用于优化切削速度,有利于断屑和短的加工时间
12各独立的数控刀架,可选择带有1个或者2轴向
通过快速的产品换型和柔性的设置特别适用于形状相近的工件
全套加工在所有主轴位置配有动力道具
最多可用2个刀具进行工件背部加工
C轴,Y轴,滚齿和多边车削扩展了加工范围
盘类工件移动上下料
-
MS22C多主轴自动车床
用于棒料车削工件的前开多主轴自动车床
6个单独驱动的主轴带有C轴功能
相匹配的转数用于优化切削速度,有利于断屑和短的加工时间
高动力带有所有CNC 的优点
通过快速的工件换型和柔性的设置特别适用于形状相似的工件
全套加工在所有主轴位置配有动力道具
3 (6) 个刀具用于背部加工
非常快的同步主轴
C 轴和多边切削用于扩展应用
-
MS22C lean多主轴自动车床
固定配置的前开多主轴自动车床
11个刀架 配有 1 或 2 轴向行程
刀架可用于外部和内部的加工
采用动力刀具进行横向加工
C轴和多边车削
通过同步主轴进行背部加工
电机主轴
-
C200自动车床
用于复杂工件的生产型自动车床
2个大功率,相同结构的主轴
3个刀塔可同时工作
高的加速度(1g)和高的快移速度
主轴和副主轴可配置Y-轴
-
C100自动车床
用于复杂工件的生产型自动车床
2个大功率,相同结构的主轴
3个刀塔可同时工作
高的加速度(1g)和高的快移速度
主轴和副主轴可配置Y-轴
-
ABC自动车床
用于通用类型工件的紧凑生产型自动车床
高速,灵活,经济的生产自动-和数控-车削件
由于最多可以用3个刀具同时加工因此加工节拍达到最少
2个或者3个轴用于传统的自动车削工件
4个轴用于高要求的数控车削工件
动力刀具用于完整加工
最多可以用5把刀具进行背部加工
紧凑型: 长2,5 m – 宽 1,25 m – 高 1,75 m
-
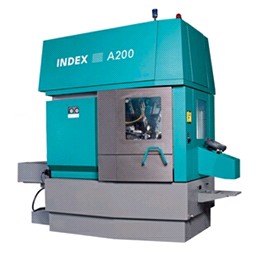
A200自动车床
用于中等复杂工件的生产型自动车床
紧凑的外部结构
强有力的主轴可用于65mm/90mm最大棒料直径加工
可使用6刀架同时加工
工件的背部加工可同时使用3把刀具
更短的落屑时间
快速完成最佳设置
-
A100自动车床
用于中等复杂工件的生产型自动车床
紧凑的外观结构
强大功率的主轴及42 mm 的棒料通过能力
4个刀架可以进行同步加工
短的切屑至切屑时间
行程短 - 但是宽敞的加工空间
可以选配同步主轴进行工件背部加工
可以配置动力刀具
-
-
共182条记录,每页显示20条,当前第4/10页
[首页] [上页] [1] [2] [3] [4] [5] [6] [下页] [尾页]