OMS-50/51工件在线测量系统的技术特点
OMS-50/51测量系统与国外同类先进产品相比较具有如下技术特点
1. 测头信号有效互感距离大
OMS-50/51测量系统的信号传输模块SSM-X/Z和信号接收模块SRM-R/L之间的信号互感有效距离为0.5-2.5毫米,这种较大的信号有效传输距离有利于降低测量系统对工作环境的要求。
2. 系统的安全保护和测头信号输出逻辑改变
OMS-50/51测量系统采用了专门配套的APT-2型信号转接器,不仅对测量系统提供了输入电压过载和反向保护,还可以将测头的工作信号的输出逻辑状态进行转换,有利于测量系统的安全和统安装操作的便利。
3. 系统工作状态的指示:
OMS-50/51测量系统的工作状态信号通过APT-2型信号转接器上的指示灯和蜂鸣器显示,便于操作者了解系统的工作状态。
4. 系统安装的适应功能:
OMS-50/51测量系统的信号接收模块分为左接线(SRM-L)和右接线(SRM-R)两种类型,由于特殊设计的信号传输模块SSM-X/Z在刀盘内可以旋转并准确定位,所以,在实际安装测量系统时,如果用户选择的信号接收模块接线方向出现错误,仍然可以通过调整SSM-X/Z的方向实现正确安装。
OMS-50/51工件在线测量系统的测量精度
影响OMS-50/51测量系统测量精度的因素主要为以下几个方面:
1. 机床的定位精度
用户使用本公司的测量系统或国外同类产品在机床上进行测量时,造成测量误差的主要因素是机床的定位精度。由于测量系统是在数控机床上工作,并且利用了机床数控系统获得测量数据,所以,机床的定位误差不能被测量系统检测和补偿。
2. 测头的复位精度
测头的复位精度是指测针位置变动后自动回到原始位置的精确度,测头的复位精度直接影响测量系统的测量精度。TP6C测头的复位精度不大于0.001毫米,通常情况下,对于数控机床的一般加工精度而言,TP6C测头的复位精度对测量精度的影响可以忽略。
3. 测量系统的其它可补偿因素
影响测量系统精度的其它因素还有:测头测针的位置度偏差,测球计算直径与几何尺寸的偏差,系统信号传输时间延迟产生的误差等,由于这些因素都可以在测量系统的标定过程中通过测量软件的补偿功能来减少和消除,因此,这些误差综合起来一般对测量结果的影响不大于0.003-0.005毫米。
4. 测量系统的不可补偿因素
测量系统的标定功能带有一定的误差,这种误差源于操作者操作的精细程度、所用的工具的精度状态以及其它不确定因素,这些因素所带来的误差不能通过补偿消除。理论上会对测量精度产生影响。
综上所述,在通常的情况下,源于测量系统本身的因素对测量精度的影响一般不超过0.005-0.006毫米。如果测量精度要求较高时,机床的定位精度必须具有相应的优良指标。
OMS-50/51工件在线测量系统软件的功能
标准型测量软件包SPA的功能
1)标定功能:测头测针位置偏差标定、测球半径标定、测头长度标定,
2)保护功能:测头移动安全保护功能,
3)基准测量功能:单一平面位置的测量、自动建立加工基准,
4)基准测量功能:内、外拐角的测量、自动建立工件坐标系,
5)圆的测量:测量圆孔或圆柱的中心坐标、半径和直径,
6)长度测量功能:凸台或凹槽宽度的测量、阶梯面距离的测量。
OMS-50/51工件在线测量系统硬件的功能
1. TP25测头的机械功能
1)测头的触发机构提供了测针在任意方向上的接触避让移动和精确复位功能;
2)测头主体采用了双层防护罩,外层金属防护罩防机械划伤,内层橡胶防护罩防水,总体防护水平达到IP68等级。
2. SSM-X/Z信号传输模块的功能
SSM-X信号传输模块用于TP25测头在刀盘径向安装的状态,具有产生互感电能向测头供电、传输测头工作信号的功能。
SSM-Z信号传输模块用于TP25测头在刀盘轴向安装的状态,具有产生互感电能向测头供电、传输测头工作信号的功能和直接连接固定TP25测头的功能。
3. SRM-R/L信号接收模块的功能
SRM-R(右接线型)和SRM- L(左接线型)信号接收模块具有产生互感磁场、通过电感接收测头工作信号、向APT-2信号接收器传输信号的功能。
4. APT-2信号转接器的功能
1)将机床数控系统的电源变换后向SRM-R/L信号接收模块供电。
2)将测头的工作信号通过电缆传输至机床的数控系统,同时提供输出的开关量信号的逻辑(常开或常闭)选择功能。
3)具有输入电压反向保护和过载保护功能。
4)通过蜂鸣器和多种指示灯显示系统的工作状态。
5. APT-T测头转接模块的功能
APT-T测头转接模块作为测头的连接座,用于固定安装在数控车床的ATC系列标准刀盘的刀槽内,同时,该模块还具有传递测头工作信号和防护功能。
OMS-50/51工件在线测量系统的组成与型号
OMS-50/51工件在线测量系统由硬件和软件两个部分组成,其中,硬件共包括:TP25电感通讯触发测头、SSM-X/Z信号传输模块、SRM-R/L信号接收模块、PST-T测头转接模块、APT-2信号转接器、电缆、专用安装架以及配套的工具。软件是指标准型测量软件包SPA 。
OMS-50/51工件在线测量系统的型号和组成分别为:
型号:OMS-50,组成:(TP25+SSM-X+SRM-R/L+PST-T+APT-2)+(SPA),测头安装在工件的径向方向上;
型号:OMS-51,组成:(TP25+SSM-Z+SRM-R/L+APT-2)+(SPA+),测头安装在工件的轴向方向上。
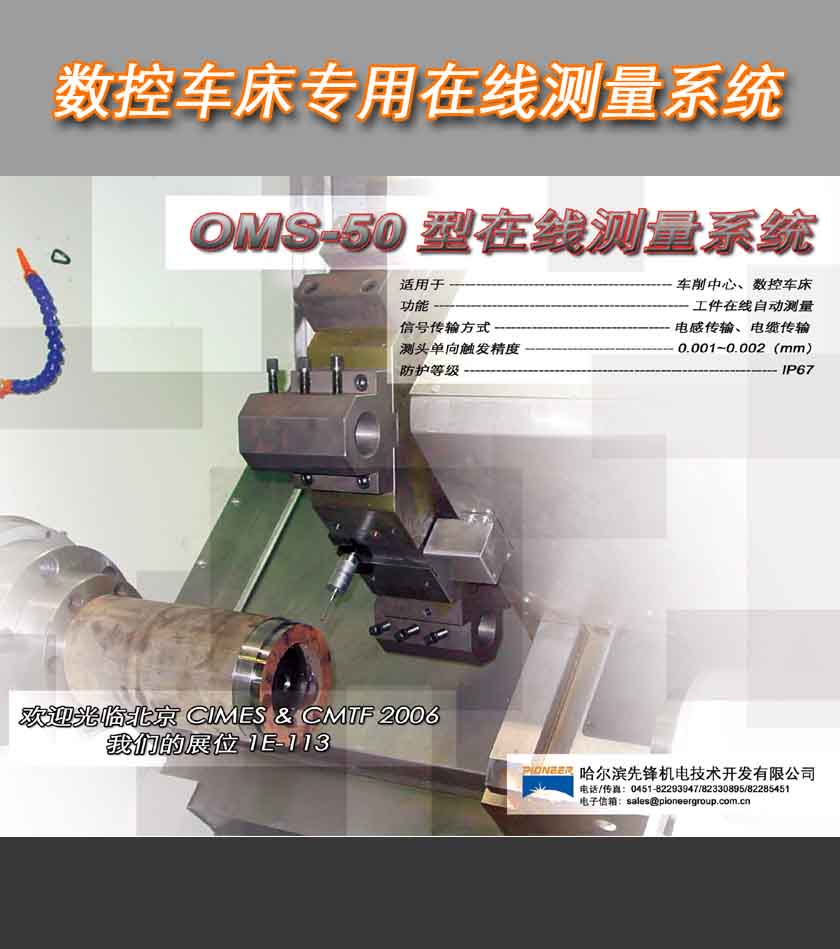
OMS-50/51工件在线测量系统综合介绍
OMS-50/51是本公司独立开发的专门用于在车削中心、数控车床上对加工工件进行在线测量的测量系统。这种测量系统在测头的各项基本功能、测头与接收器之间的电感信号传输技术以及系统的安全性和测量软件的功能等方面达到了国外同类主流产品的先进水平。
这种测量系统特别适合大批量生产中的基准定位、工件坐标系的自动设定和关键尺寸检验,或在单件、小批量的生产中进行比较复杂的测量要求。
用户采用这种测量系统,可在加工之前进行工件、工装的自动定位测量、工件坐标系的自动建立、工件初始尺寸的自动检测;在加工过程中对工件的关键尺寸和形状等质量状态进行自动检测,实现刀具补偿值的自动修正和加工超差的自动报警;或在加工结束后对工件尺寸和形状进行自动检测,实现加工质量的主动控制。
企业采用这种测量系统,有利于提高数控机床的生产效率,控制产品加工质量,降低产品的制造成本,提高企业的综合竞争力。