


通过对薄壁硬齿面内齿圈的工艺研究和试制,从零件锻造、加工和热处理等全过程采取措施,提高了零件的齿部精度和稳定性,提高了产品合格率。
图1所示矿山工程用内齿圈零件外径为570mm,最大内径为509mm,壁厚为30mm。其壁厚为外径的1/20,属于薄壁类零件。零件材料为35CrMo,热处理方式为调质+渗氮,要求齿部硬度≥500HV,深度≥0.5mm,加工困难,热处理变形严重。
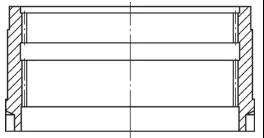
图1 内齿圈零件结构
零件的试制包括锻造毛坯、机械加工、设计专用工装、热处理及生产运输等多道工序,经多次减小加工应力、热处理应力,使零件获得了较好的齿部精度和稳定性,同时大幅提高了产品合格率。
加工工艺
针对零件易变形的特点,确定内齿圈加工的主要工序为:锻坯→正火→粗车→探伤→调质→半精车→粗插齿→低温时效→精车→组合磨→精插齿→钳工→氮化→检测。
毛坯锻造
毛坯锻造工艺过程为:下料→加热→镦粗→压平→冲孔→辗环→正火。毛坯的制造采用钢锭镦粗冲孔后碾环的方式,改进了金属的致密度,细化了粗大的晶粒,可获得均匀的壁厚。锻后及时正火处理,可获得较小的毛坯热应力,提高了切削性能。同时,碾环工艺使材料利用率提高12%左右,降低了生产成本。
粗车、探伤
粗车工序切除加工表面的大部分加工余量,保证外圆、内孔留余量 8mm ,端面单边留余量4mm,表面粗糙度值达Ra=6.3μm,为后续探伤做准备。通过探伤工序,对零件内部质量进行检验。
调质
通过调质作为预备热处理工序,减少渗氮的畸变,使零件既获得较高的强度,又获得优良的韧性、塑性及切削性能。
调质采用的工艺为:850℃加热×1.5h→油淬火→600℃回火×1.5h→炉冷→空冷。
调质时应注意全程起吊为平装,采用分段加热,淬火转移时间控制在30s内,炉冷至400℃等温一段时间再空冷。通过调质可达调质硬度217~250HBW。
半精车、粗插齿
半精车工序底部端面向上找正、夹紧,对自由公差的外圆、内孔和齿顶圆车削至设计尺寸,其余外圆留余量2mm,并保证齿外圆表面粗糙度值达Ra=3.2μm,作为插齿工序找正基准;零件翻面车其余尺寸至设计要求。
粗插齿工序,顶部端面向上,按已车齿顶圆找正、夹紧,找正误差≤0.05mm,采用B级插齿刀进行插齿,公法线留余量1mm左右。
热处理时效
高温时效是由室温缓慢均匀加热到550℃进行去应力退火,保温6h,再严格控制降温速度至温度150℃以下时出炉(要求炉内温度差在±25℃内,升温速度≤50℃/h,降温速度≤20℃/h,避免产生二次应力)。
通过该工序去除前期应力,消除工件的内应力,稳定组织和尺寸,改善力学性能。
精车、插齿
精车工序对称找正齿顶圆8个点,180°方向公差≤0.04mm,90°方向公差≤0.08mm,夹紧,采用专用扇形车削夹具可增大夹具与工件的接触面积,车各部尺寸至图样要求。上止口车削一段表面粗糙度值达Ra=3.2μm,作为插齿工序找正基准。零件调头按相同工艺车削至图样要求。
插齿工序,顶部端面向上,按已车找正带找正,采用A级插齿刀插齿。其中,第一次插削后余量为公法线0.2mm,切削速度采用16次/min;磨刀后插削到位,切削速度采用12次/min,加工至图样要求后,为避免齿部锥度,在径向进给量为0mm/z的情况下走一圈。
氮化
氮化采用的工艺为:清洗→烘炉→升温→保温→升温→保温→降温→空冷。
氮化前应清洗干净。氮化装炉采用平装,摆放要平稳,无倾斜悬空。采用二段气体氮化处理,先进行200℃烘炉和300℃预氧化,再采用520℃×15h,氨气分解率25%左右;二段渗氮560℃×12h,氨气分解率50%左右;最后以40℃/h的降温速度炉冷至160℃出炉空冷。满足渗氮深度≥0.5mm的要求。经对试块检验分析,渗层和硬度均符合技术要求,工件变形≤0.02mm。
结语
内齿圈材料为常见的35CrMo渗氮钢。由于零件结构属薄壁类,故对生产技术要求较高。零件畸变是个系统工程,前期的毛坯制造、预备热处理、加工制造、生产转运及热处理过程衔接直接影响最后的结果。加工过程采用统一基准,以减小加工应力。齿圈氮化处理通过合理的装炉方式、气压和温升,来保证渗氮变形。通过对多工序的严格控制,试制零件最终达到工件直径变形≤0.02mm、径向圆跳动≤0.02mm及齿部精度7级,完全满足图样和使用要求。
专家点评
该文针对薄壁齿圈的加工难点,在工艺试制过程中,从锻造毛坯、机械加工、专用工装及热处理工艺等方面采取措施,以减小变形应力,提高了零件的齿部精度和稳定性,为薄壁齿圈的加工和质量控制积累了经验。
文章的亮点是工艺过程的完整性。工序内容简明扼要,无一句冗词赘语。精车和插齿工艺基准一致,热处理过程衔接合理,通过对多工序的严格控制,试制零件的齿部精度完全满足图样要求。


