


成立于1928年,三井精机的前身在现在的东京都大田区南六乡开始了生产。当时的产品是块规和测微计之类的量具。“精度の三井精机”的传统就是从那个时代开始脉脉相传的。
1935年(昭和10年)开发出了日本首台加工母机床的#4型坐标镗床。当时,在日本还没有高精度的加工用工作母机床,这台坐标镗床的国产化对日本产业界来说可以说是实现了多年的夙愿。从那以来,坐标镗床就成为了加工母机床的代名词。
联系电话:135-0128-2025.



等强大阵容,支撑起了世界上的这项最先端产业。
尽管名气不如马扎克、森精机、牧野、大隈等这些日本机床公司,但是由于其紧紧依靠自身的优势,在数控机床母机工业界赢得了一片天。
三井精机开发-设计、加工-组装-测定、还有工厂环境――所有这些高度融合在一起就诞生了首台加工母机床。70年多来脉脉传承下来的娴熟的技巧,和理想的工厂环境造就了这种可能。 三井精机的工作机床部门在2001年10月,从东京都大田区迁移到了埼玉县川岛町。在这里,从新建成的工作机床专用工厂,向世界各地输送了大量的加工母机床。从创业开始到现在,三井精机的历史里面,发展的重心一直是「精度」。对精度的精益求精也是今后三井精机的核心所在。
那么,三井精机的工厂里有什么样的故事?我们还是去看看吧!
作为生产工作机床工厂的主要部分的精机车间,长140米、宽100米、面积为14,000平方米,内部装有中央空调。从加工到组装、检测整条工序都是在这里进行的。
联系电话:135-0128-2025.


首先从天花板内侧将经过调节的空气吹送进来,经过由无数小孔组成的天花板(多孔板)再向地面吹送,再经回风管进行回收,循环。这样的循环方式具有以下的特征。
-整个房间内部任何地方(垂直/水平方向)几乎没有温度差
-组装大型机床时精度稳定,得以保障
-机床的布局不受限制
-地面附近的风速几乎为零
-不受气压变化的影响、能够正确的进行激光检测
坚固的厂房基础
对于工作母机床制造业来说绝不能忽视基础水平的变化、外部振动等外界因素。精机车间的基础是由嵌入地中岩层的1700钢管及平均厚度1m左右的水泥层所建造而成的。
联系电话:135-0128-2025.
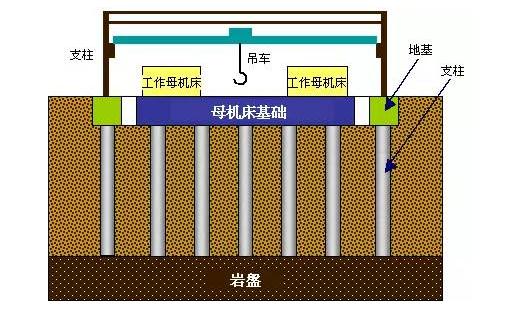
而且,建筑物的基础和机床设置的基础是完全分隔开的,这样起重机的振动就不会对机床造成影响。
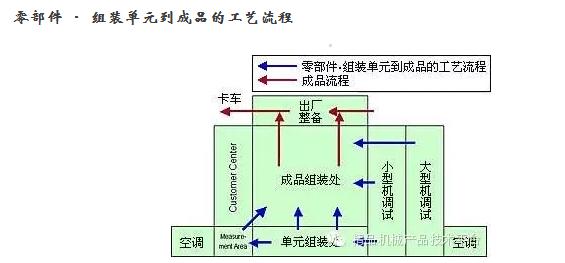
成品组装室与出厂室相邻。机床出厂时组装区域和外界空气不直接相接触,室温不会产生变化。而且,在出厂室内机床温度会渐渐地适应外部温度,特别是在炎热的夏季,会防止由于室内和外界的温度差所产生的结露现象。
零部件 · 组装单元的加工 · 组装都是在同一个工厂内部进行工艺流程的。当然移动距离的缩短,在温控条件下的流程,对零部件 · 组装单元来说,对温度适应的时间得以节约,效率得以提高。
成品组装
精机车间的中心就是成品组装,它是由4部分组成。立式 · 卧式 · 5轴加工中心、坐标磨床、坐标镗床、螺纹磨床、专用机等就是在这里组装而成的。从磨削到组装、调试、出厂检查、客户的予验收检测、出厂整备也都是在这里进行的。
单元组装
主要包括主轴、主轴头部、工作台面等单元的组装。特别是主轴的组装受到严格的管理。这里还设有主轴头部组装完成后,进行适应性测试的房间。
联系电话:135-0128-2025.

小型机械加工
在这里进行机床的心脏部分主轴、工作台面、滚珠丝杆等单元的最终精加工。
坐标镗床加工,螺纹磨削等加工设备可以进行精度等级为1/1000mm级的加工。

大型机械加工
在这里进行床身、柱体、工作台面等大型铸造部件加工。
装备有HS8A卧式加工中心4APC(转台)等规格的大型机械。
当然,同样是在温控管理下进行高精度加工。
精密检测室
如果想要制造出精度为1μm的机床,就必须拥有1μm以下能够正确检测的仪器和技术。
检测室是精机车间各房间中温控管理最严格的房间,保持在常温20°C±0.1°C的范围内。
拥有自行研制的激光测定仪、3次元测定仪、真圆度测定仪、表面粗糙度测定仪、万能显微镜等仪器。
开发 · 设计
机床开发、设计的基本出发理念首先就是高精度。床身和柱体等要具备充分的刚性,不会产生受负荷引起的挠曲等特殊结构。在这里可以根据FEM(有限要素法)进行结构分析。
三井也有值得自豪的技术,那就是“刮研削”
所谓“刮研削”,就是使用铲,刮等工具将铸物的表面进行刮研削加工的作业。进行刮研削加工的场所是摩擦面(台面及柱体间等移动部位)、物与物间接触面、台面、平台之类等等。通过刮研削,一次的磨去量约为1~ 3μm程度,只要掌握刮研削量就能正确制作出自由形状。熟练者的刮研削加工,可以得到机械加工难以实现的平面度、直角度、真直度。
例如加工机床的加工平面度为10μm,那么它加工出的产品就不会超过10μm的精度。就是不会有比父母还要好的孩子。那么要想有比父母还要好的孩子应该怎么办呢?(要想加工出5μm平面度应该怎么办呢?)…这就是「靠矫正(教育)使之成为好孩子」的问题了。就是说,通过刮研削这种由人类进行的矫正手段来制造出比父母精度更高的孩子的道理。
三井精机的制作就是遵循了这样的理念。
联系电话:135-0128-2025.
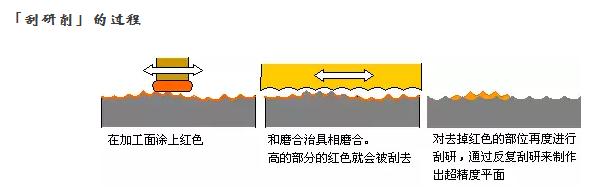
通过刮研削来加工出正确的工作面的时候,首先要有一个基准。那就是,下面阐述的通过「三面磨合」来制作的平面板,称为「磨合治具」。刮研削后的表面上会有微小的起伏、有高的部分也有低的部分。在加工后的面上涂上红色,再和磨合治具相磨合。这样,高的部分的红色就会被刮去。对去掉红色的部位再度进行刮研削、通过这样反复进行来制作出超精度平面。

怎样制作出平面? ~所谓三面磨合~
平面的制作而言,刮研削是基本。那么,我们来说明一下通过刮研削来制作出平面的「三面磨合」的方法。既然称为「三面磨合」,当然是要制作出3个面。那么,为什么是3个面呢?

例如图1的那样通过刮研削制作出3个平面。然后象图2的那样将3张治具板按不同的组合磨合在一起。这里我们使用先前阐述的「磨合」的方法。1和2、2和3的面可以很好的密合在一起。但是,象这个例子的情况下只是偶然2个组合能够很好的配合在一起,仅仅依靠2个面的配合来进行确认也不可以断言是平面。那是因为1和3不能很好的密合的缘故。
.jpg)
象图3的那样3个平面,不管是图4的哪种组合都能保证面与面的密合。就是说,3个面如何组合都能密合的条件证明了他们只能是平面。三面密合,就是通过3张治具板各自磨合制作出平面的作业。
三井精机对机床的各个部位进行刮研削加工。除了是为了高精度加工之外,根据部位不同加工的目的也不尽相同。
物与物相接触的部位
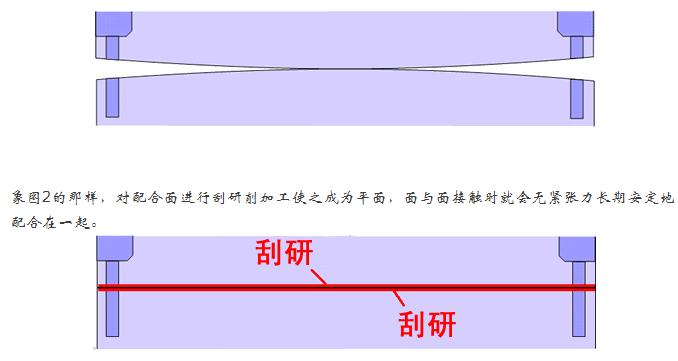
床身和柱体之间、主轴头部和主轴之间、滚珠丝杆装接物和装接面之间等等、要对物与物相接触的重要部位进行刮研削加工。简单说,就是“消除紧张力”(内应力)。
例如,象图1的那样不平的物体之间,依靠螺丝等虽可以强制性的将面与面结合在一起。但是,物体总是要有恢复原来状态的趋势的力在发生作用,这就是「紧张力」。长时间的紧张力就会造成精度恶化。
联系电话:135-0128-2025.
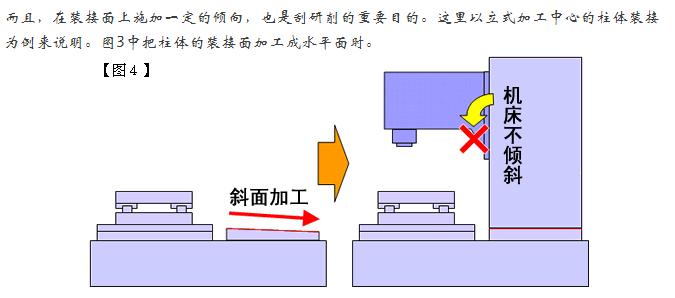
这样柱体装接后,柱体的前端会受重力的影响而前倾。如果象图4的那样预先在装接面上按照前倾量刮研削加工成斜面。这样装接后就会成为平面,不会发生倾斜。
摩擦部位
台面、柱体、主轴头部等等移动摩擦面的精度(包括真直度和直角度等)是机床精度的重要要素。摩擦面之所以重要,是因为物体会在摩擦面上移动。不仅要求能够直线移动,还要注意移动过程中的重心变化。
象图5那样依靠机械加工将摩擦面加工成一直线。台面在这上面进行移动时,行程两端部位会下垂。中央部的精度虽好,但两端部的精度就会下降。

另外、刮研削加工后的表面在摩擦时,摩擦面上微小的起伏会存油形成油封,对摩擦面的润滑会有很好的帮助。
导轨的装接方法的不同之处
这里以滑动式导轨为例,来对一般方式和三井精机方式的不同之处进行说明。
如图7所示对铸件的表面进行硬化处理,确保硬度后对摩擦面进行磨削加工。这样的话,精度是很一般的,而且表面硬度也不高,耐久性差。如果摩擦面发生破损是很难进行修复的。
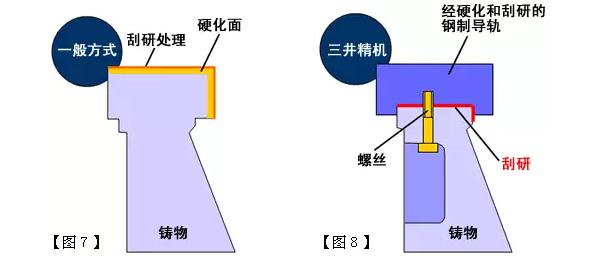
如图8所示为三井精机的加工方式。通过对铸件的导轨装接面进行刮研削,加工出真直度。然后将经过表面硬化处理并经研磨后的钢制导轨从铸件面的内侧用螺丝加以固定。这样处理后,不仅初期精度可以长期稳定的得到保持,而且,导轨的硬度也能得到充分保护而保持了较高的耐久性。
万一,发生导轨破损时,更换也很容易。
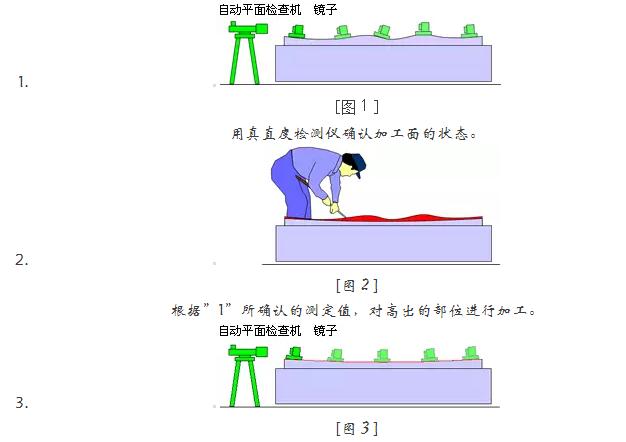
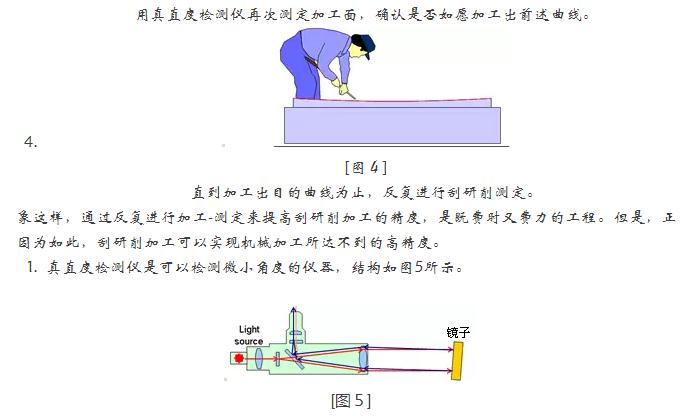
刮研削过程——反复进行加工 - 測定, 追求精度——
以上面摩擦面的加工为例,来说明磨削的工艺过程。
联系电话:135-0128-2025.
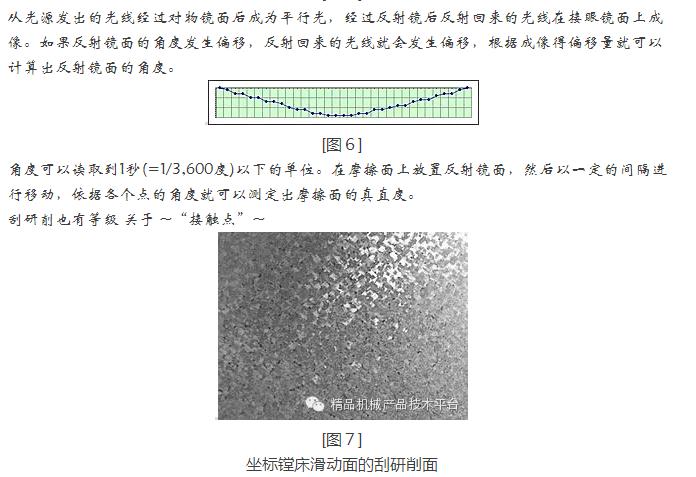
面与面之间的接触状态,要取决于刮研削的细微程度。「接触点」所表示的就是摩擦面配合后一英寸四方内有多少接触部分。「一英寸四方10个接触点」,「一英寸四方20个接触点」等等。当然、接触点越多就说明面与面的接触状态越好,精度也越高,寿命越长。
高度融合了技能 · 经验的娴熟技巧

要成为一名好的刮研削工匠是需要常年累月的积累的。对娴熟的工匠来说,怎样刮研削才能做到1μm的研削量是完全凭借感觉的。要实现像这样精细的作业,控制温度变化是关键。
在1℃的温度变化范围内每1m长的铁的伸缩量约为0.01mm,微小温度差就会给精度带来很大影响。例如,昨天加工合格的工件,今天重新测定一下就会发现精度不合格…等等,如果发生这样的情况,那么无论怎样机械加工也不会完成。三井精机一直所追求的在恒定温度环境化进行制造加工,就是出于这个道理。
对刮研削工人来说他所加工的研削面会有微妙的不同,甚至于只需看一下研削面,就可以知道是谁的加工作品了。而且,「刮研削」工具的刃部使用后会发生磨损。要保持刃部的锋利就需要对它进行研磨,这一般都是由刮研削工人自行来做。每个人的研磨方法也是千差万别的。每个人都会按照自己认为最简单的方式来进行研磨。所以要想研磨好刮研削工具是要靠常年累月的积累的。
正是由于三井精机这种对精度的刻意追求,使得公司产品得以在强手如林的日本机床工业界保持着自己的一席之地。
下面就是其美国公司为西科斯基公司精密零部件技术中心专门定制的5轴加工中心和柔性制造系统,体现了其高超的技术水平和底蕴。
联系电话:135-0128-2025.



这种直径66英寸的大型主旋翼枢纽过去不可能一次整体加工而成,体现了三井精机机床的高精度与效率;对高精度的追求以及对产品工艺的坚持与拓展,造就了三井精机的现在与未来,其成长经验相信对我们都有学习借鉴意义。
联系电话:135-0128-2025.


