https://www.158jixie.com
-
-
-
DK7725G精密中走丝线切割机
158机床网-DK7725G精密中走丝线切割机机床结构紧凑,互通性好,切割工件表面没有快走丝的换向条纹,没有氧化条纹,精度可达0.01mm,同时使用成本没有任何提高,特别适合电子,钟表,小五金等行业的精冲模具加工。
-
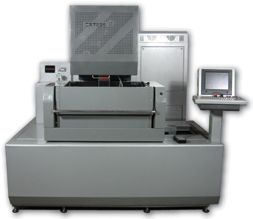
DM703A型高速穿孔机
一. 快速加工∮0.2-∮3.0mm深孔,行程350×250mm
二. Z轴伺服电机控制,快上,快下,显著提高效率。
三. Z轴双直线滚动导轨,X,Y轴滚珠丝杠,高刚性。
四. 台湾专用高压水泵(140kg/cm²)
五. 自动定深,盲孔加工
六. 外置式辅助喷水头,全机自动润滑系统。
七. Z轴二次行程(380+300),适应不同高度的加工。
-
DK7740精密型中走丝线切割机
158机床网-DK7740精密型中走丝线切割机,我们普遍认为精密丝杆和导轨就可以决定线切割机的加工精度,确忽视了加工中钼丝的稳定性和直径变化对线切割模具加工精度,表面粗糙度的重大影响。
-
09型精密中走丝线切割机
美光MG40型中走丝线切割机床
技术特点:
一. 稳重,紧凑的球墨铸铁床身结构,已消除应力,保证长期精度。
二. 运丝部件采用运丝电机和运丝筒一体化结构,实现运丝平衡稳定。
三. 采用美光专利导丝器,保证钼丝长期可靠精确定位,有效提高切割表面光洁度。
四. X,Y轴拖板电机采用直线细分电机,最高可达20000步/秒;X,Y轴丝杠直接驱动,
不带过桥齿轮,进一步提高机床精度。
五. 上下平衡自动紧丝机构,确保电极丝张紧始终恒定。
-
中走丝精密线切割
新型高效率低损耗脉冲电源,获得国家专利, 在切割100000平方毫米工件后,钼丝的损耗仅为0.005mm,该项工艺指标远远领先于中走丝线切割行业的其他单位;
-
环保型中走丝线切割
传统快走丝和中走丝线切割机在加工过程中存在很大的钼丝损耗,在加工100000平方毫米情况下,钼丝损耗为0.015mm至0.2mm,严重制约了加工模具产品的精度和表面光度;美光公司经过多年的技术研究,并借鉴了国外慢走丝的电脉冲技术,其美光牌中走丝线切割机床在加工100000平方毫米情况下,钼丝损耗仅为0.005mm;真正确保了高精度和高光度的加工模具,在中国的线切割领域取得了质的突破。
-
电火花线切割
详细介绍:
一、工作台导轨是韩国进口P级直线导轨,X、Y轴采用P3级精密滚珠丝杆,实现了高精度步进传动。
二、走丝系统采用恒张力上丝机构,自动稳定地随机紧丝,提高了加工表面的粗糙度和加工效率。
三、稳重、紧凑的高刚性线架和集中供油润滑系统,延长了机床使用寿命。
四、两项国家专利产品,自动校正式导丝装置,确保电极丝稳定,进行高精度加工;高效低功耗智能脉冲电源,可高效切割各类模具钢,铝合金,硬质合金,实现大厚度加工,确保低丝损耗,高光度。
五、数控装置采用高品质工控计算机系统,配有硬盘,通讯网卡接口,USB接口,液晶或普通彩显。
六、HF编控一体化软件,编程控制分时完成,加工轨迹实时跟踪显示,绘图式编程自动转换为控制程序,国际标准ISO代码与3B代码兼容及通讯。
七、免费培训,全面跟踪质量服务,随机文件全面丰富。
联系方式
- 公司名称:苏州工业园区美光机电有限公司
- 联系人:贺经理
- 联系电话:0512-67242607
- 联系传真:0512-67601843
- 联系邮件:mgedm@sina.com
- 联系地址:苏州工业园区扬绣路19号