-
-
-
-
-
-
钻绞刀
钻绞刀是常熟耐特精密工具有限公司生产新产品。钻绞刀也是常熟耐特精密工具有限公司的主导产品。钻绞刀属于刀具的一种。常熟耐特精密工具有限公司生产的产品的特点是耐特。钻绞刀是一种精密工具。
-
钻
钻是常熟耐特精密工具有限公司生产新产品。钻也是常熟耐特精密工具有限公司的主导产品。钻属于刀具的一种。常熟耐特精密工具有限公司生产的产品的特点是耐特。钻是一种精密工具。
该钻是由常熟耐特精密工具有限公司生产和销售的,常熟耐特精密工具有限公司的主要产品中包括钻,常熟耐特精密工具有限公司所生产的钻在市场中有一定的客户群,受到客户欢迎,常熟耐特精密工具有限公司生产的其它钻品质优良。 请关注158机床网的相关信息。
-
雄克、大昭和、安威刀柄,筒夹及附件
雄克、安威刀柄,筒夹及附件
加工中心的主轴锥孔通常分为两大类,即锥度为7:24的通用系统和1:10的HSK真空系统。
锥度为7:24的通用刀柄通常有五种标准和规格,即NT(传统 型)、DIN 69871(德国标准)、IS0 7388/1 (国际标准) 、 MAS BT(日本标准)以及ANSI/ASME(美国标准)。
1:10 HSK真空刀柄的德国标准是DIN69873。有六种标准和规格,即 HSK-A、 HSK-B、 HSK-C、 HSK-D、 HSK-E和HSK-F,常用的有三 种:HSK-A (带内冷自动换刀) 、 HSK-C (带内冷手动换刀) 和HSK-E(带内冷 自动换刀,高速型)。
7:24的通用刀柄是靠刀柄的7:24锥面与机床主轴孔的7:24锥面接 触定位连接的,在高速加工、连接刚性和重合精度三方面有局限性。
HSK真空刀柄靠刀柄的弹性变形,不但刀柄的1:10锥面与机床主 轴孔的1:10锥面接触,而且使刀柄的法兰盘面与主轴面也紧密接触, 这种双面接触系统在高速加工、连接刚性和重合精度上均优于7:24的HSK刀柄。其中常用于加工中心(自动换刀)上的有A型
-
YAMAWA中心钻
中心钻是用于轴类等零件端面上的中心孔加工。YAMAWA中心钻
该产品切削轻快、排屑好。中心钻有二种型式:A型:不带护锥的中心钻、B型:带护锥的中心钻,加工直径d=1~10mm的中心孔时,通常采用不带护维的中心钻(A型);工序较长、精度要求较高的工件,为了避免60度定心锥被损坏,一般采用带护锥的中心锥(B型)
-
NACHI、SUS钻头
钻头是一种孔加工工具。NACHI、SUS钻头
钻头根据构造分为整体式、焊接式和可转位刀片式三种;根据刀柄形状分为直柄钻和锥柄钻两种;根据长度又分为短钻头、标准钻头和长钻头三种;根据螺旋角分为麻花钻和直槽钻头两种;根据剖面形状分为带冷却孔钻头和阶梯钻头;根据切削刃材料分为高速钢钻头、硬质合金钻头、涂层钻头以及CBN和金刚石烧结体材料的钻头等。
-
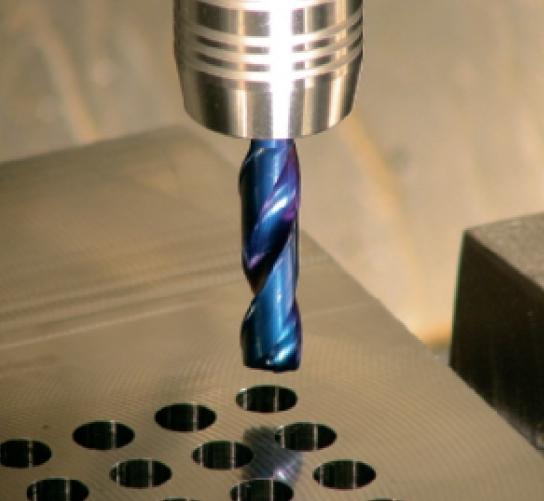
超微粒钨钢绞刀(德制绞刀)
采用德国极细超微粒、左旋右切、不等分螺旋角设计,提高孔径真圆度及精度
加工材质:工具钢、模具钢、铸铁、碳素钢、不锈钢之加工适用
说明:¢12mm以下采用整体钨钢,¢12mm以上采用接丸棒制作
-
-
-
-
-
CD880钻头
158机床网——CD880钻头达到全新级别的驱动力来源其自身拥有的种种上的特征:更高的生产效率,更高的可靠性以及能够钻削质量更高的的孔等,这些作用是通过新的切削作用(阶进技术)进一步的发展的排屑性能以及在可转位刀片技术上的各种优势实现的。
共296条记录,每页显示20条,当前第15/15页
[首页] [上页] [10] [11] [12] [13] [14] [15] [尾页]