

基于对开机匣多凸台环形槽的加工难点进行技术革新,制定数控铣削工艺总体方案。从数控刀具与切削参数选择、切削刀路规划两个方面采取工艺优化措施,实现环槽刀路对凸台的自动避让,在保证加工质量的同时,大幅提高了加工效率。
1 序言
对开机匣是大型航空发动机的重要承力部件,在发动机工作时承受气动载荷、质量惯性力和温差引起的热载荷。对开机匣材料多为钛合金、不锈钢及高温合金等难加工材料,其结构由两个半环组成,使用时通过纵向安装边上的螺栓和定位销联接成整环。联接成整环后,对机匣前后安装边的圆度、孔系的位置度及安装座平面的位置度有很高的要求。由于航空发动机机匣存在因设计、材料和制造带来的形状结构复杂、材料难加工、薄壁弱刚性和高去除率等特性,因此导致其在生产中存在工艺流程长、加工效率低和变形误差大等加工难点[1]。此外,机匣在加工过程中需要大量的工序流转和重复装夹,工艺参数的低适应性会降低生产效率,同时由于残余应力和切削力等因素引起的加工变形对机匣的产品质量也有不利影响[2-5]。
2 加工难点分析
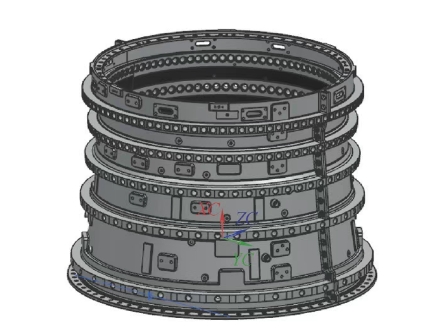
某型发动机对开机匣模型如图1所示。
经分析,对开机匣的加工难点主要体现在以下几个方面。
1)机匣设计基准公差小,相互位置要求项目多。对开机匣连接成整环后,前后安装边基准圆度和同轴度公差小,由于采用对开结构,在加工过程中反复拆装,因此两半机匣的一致性较难保证,容易产生应力释放变形,造成圆度、位置度超差。
2)外形特征多,形状复杂。对开机匣外表面有环形加强筋、纵向安装边,将机匣外表面分割成多个环形槽,环形槽内分布联动环限位凸台、孔探仪凸台等各种凸台,凸台数目多、间距小,位置分布不规律。
3)材料去除量大,材料难切削。对开机匣的毛坯多为整环自由锻件。受机匣纵向安装边影响,机匣外表面环形槽内的材料全部靠数控铣削去除,材料去除量非常大。
由于存在这些难点,因此对开机匣的工艺过程非常复杂。对开机匣外表面有环形槽和大量凸台结构,其外表面特征只能通过数控铣削加工,而机匣外表面环形槽加工材料去除量大,材料难加工,数控铣削效率较低。在对开机匣的加工中,数控铣削加工工作量大,占整个加工周期的50%以上。
目前已有的对开机匣加工工艺,工序过于分散,工序间余量分配不够合理,过多依赖专用工装、测具,加工周期长、效率低。
本文提出一种对开机匣高效数控铣削加工方法,从数控铣削工艺总体方案、高效数控铣削刀路规划两个方面保证加工精度、提高加工效率。该方法在某型对开机匣加工中得到成功应用,将对开机匣加工周期缩短到2个月,大大提高了加工效率。
3 数控铣削工艺总体方案
对开机匣采用对开结构,为了保证两半机匣良好地配合、保证设计精度,将工序分为粗加工、半精加工和精加工3个部分。在两个加工阶段之间,安排去应力热处理、修正端面基准及修正纵向结合面基准的工序。数控铣削分为粗铣外形、精铣外形和精铣凸台平面3个步骤。
(1)粗铣外形 在粗车工序后,对机匣外形面进行粗铣,目的是去除机匣外表面环形槽的大余量,保证材料内部应力得到较充分的释放,大大减小零件在精加工后的变形。粗铣时凸台端面留1mm余量,凸台侧面、环形槽底面及侧面留0.5mm余量。
粗铣后,将机匣剖成两半,并对结合面重新加工。在粗铣外形时,考虑到结合面的加工余量,将两半机匣偏心放置,保证在加工完结合面后,机匣能重新拼成整环,外形余量均匀,余量合理。
(2)精铣凸台外形 将凸台侧面、环形槽底面及侧面全部加工到位,对尺寸和位置度要求高的联动装置支撑台平面、凸台端面等面留有余量。
(3)精铣凸台端面及联动装置支撑台平面 精铣是外型面成形的最终加工工序,外型面上所有槽、座和凸台的尺寸、位置以及表面粗糙度都是由精铣工序保证的。
4 多凸台环形槽高效数控铣削方法
受机匣纵向安装边高度影响,机匣环形槽深度大,同时机匣直径较大,使得环形槽铣削材料去除量很大。由于环形槽中存在众多凸台,凸台之间、凸台与环形槽侧面之间的距离小,限制数控刀具直径与走刀路径。在选择刀具和铣削刀路时,需要快速去除材料,同时有效避让各种凸台,数控编程十分繁琐,工作量很大。本文从数控刀具与切削参数选择、下刀方式优化及切削刀路规划等方面采取工艺改进措施,从而提高粗铣加工效率。
4.1 数控刀具与切削参数选择
粗铣时,尽可能选择直径大的刀具,按照先大刀、后小刀,先开阔区域、后狭窄区域的顺序进行加工选择[6]。开粗去除大余量时,选择直径20mm的机夹刀。该刀具为方肩铣刀,适合进行大切削深度、快进给侧刃铣削。该刀具切削不锈钢材料,每层切削深度可达8mm,进给速度可达500mm/min,材料去除效率很高。
该机匣凸台根部的转接R为1.5mm,如果直接用直径为3mm的球铣刀清根,那么进给速度比较慢,并且需要走刀3~4次,加工效率比较低,因此先用转角为R1.5mm的棒铣刀去除根部大部分余量,然后再用直径为3mm的球铣刀一次走刀清根,便可提高加工效率。
4.2 切削刀路优化
(1)环形槽型面高效粗加工 在环形槽深度方向,根据凸台高度对刀路进行合理分层,尽量使用大直径刀具,优先去除凸台上层材料。对刀路合理分层,切削区域由大到小,优先对大切削区域进行加工,有利于大余量连续、稳定去除,有利于减少程序数量,减少非切削移动,减少进退刀次数,提高加工效率。
在环形槽周向,根据凸台侧面与相邻面的距离以及刀具直径的大小,需要将环形槽分成多个加工区域。对刀具空间足够的凸台,可以用编程方法实现刀路对凸台的自动避让。分区域铣削与随形铣削如图2所示,这样灵活安排刀路,在方便编程的同时减少程序数量,提高加工效率。

图2 分区域铣削与随形铣削
(2)环形槽型面高效精加工 为提高加工效率和表面质量,按照“环形槽侧面→凸台侧面→环形槽底面”的顺序进行加工。
机匣环形槽侧面加工时,将四周侧面作为整体,采用五轴侧刃铣削加工,并采用螺旋铣的方式。与每个面单独往复铣削相比,该方法刀路全部为顺铣,改善了刀具的切削状态,减小了切削力和刀具颤振。该刀路只有一次进退刀,节约了进退刀时间;避免分区域铣削时区域间接刀,提高了加工表面质量。
在机匣环形槽底面精加工中,受凸台的影响,需要将环形槽底面分成很多区域,对每个区域进行编程,分区域铣削的方法编程较繁琐,区域之间连刀较多,机床非切削移动时间长,刀路效率不高;加工表面接刀较多,表面质量差。
对加工顺序进行优化,首先精铣凸台外形,铣削刀路如图3所示;然后用端刃加工凸台根部一定范围的环形槽底面,将凸台外形及相邻环形槽底面进行精加工;最后对机匣环形槽底面其余部位进行加工,在刀具遇到凸台时,进行抬刀,从凸台顶部让过凸台后重新下刀,继续进行铣削。由于之前凸台周围材料已经去除,可以直接进刀。以这种方法避让凸台,刀路切削效率较高,能够减少程序数量,减少机床非切削移动,减少铣削区域间接刀。

图3 凸台外形铣削刀路
5 加工实例
应用该加工方法,对某型发动机对开机匣进行加工验证。该机匣最大外径600mm,有各类凸台78个。加工完成的对开机匣零件如图4所示,外形表面质量完好,各部位尺寸和位置精度符合图样要求,加工效率和加工质量都得到显著提升。

图4 加工完成的对开机匣零件
咨询机匣加工中心:135 2207 9385
6 结束语
通过规划对开机匣数控铣削工艺方案,对加工顺序、工序间余量进行合理安排,有效保证了加工精度。提出多凸台环形槽高效粗铣和环形槽型面高效精加工方法,提高了数控铣削加工效率,降低了刀具磨损,提高了加工质量和加工稳定性。


