

有许多加工工艺可供选择,每种都有其独特的优点,侧铣无疑是最优选择之一。这种技术广泛应用于CNC加工中,用于创建平面、槽、轮廓。侧铣在生产具有严格公差和高表面光洁度的精密零件中起着至关重要的作用。
什么是侧面铣削?
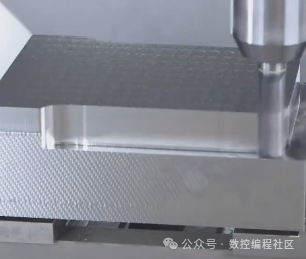
它通常在数控铣床上进行,切削刀具在多个轴上移动以创建复杂的几何形状,铣刀的旋转切削方向与工件的进给方向垂直,材料通过刀具的旋转和工件的移动被去除。侧铣通常用于加工平面、槽和曲面等形状。
侧面铣刀的类型
错齿铣刀
这些刀具的切削齿排列整齐。牙齿之间的不均匀间距有助于在操作过程中尽量减小切削力。牙齿的不均匀排列有助于减少每个牙齿的负载。此外,这还有助于在切屑时获得有效结果。
错齿铣刀非常适合去除重型材料或加工更宽的凹槽。由于它们的错齿,可以减少振动并延长工具的使用寿命。联锁齿铣刀可以帮助您高效地切割硬质材料,并确保操作更流畅,因为它们可以均匀分布切削力。
普通铣刀
普通铣刀的设计完全不同。它们在工具周围具有均匀的齿距,这使它们适用于加工平面或平坦表面。由于牙齿之间的均匀间距,它们可以提供平滑和一致的结果。在需要精度和平滑表面处理的应用中,您可以使用普通铣刀。
普通铣刀由不同的材料制成,如硬质合金和高速钢。硬质合金铣刀耐用且能够承受高温。高速钢铣刀被广泛使用,因为它们可以应用于不同类型的材料。然而,您可以在高速或重型操作中使用这些铣刀。
错齿铣刀和普通铣刀在使用时都能提供出色的效果。然而,选择使用哪种铣刀取决于您的应用需求。根据各自的优缺点,这些铣刀在不同的应用中表现出色。
如何确保加工精度和表面质量?
在内铣加工中,确保加工精度和表面质量需要综合考虑多个因素。以下是一些关键措施:
1、刀具选择和安装刀具精度:
选择高精度的刀具直接影响到尺寸精度、形状精度和切削刃质量的加工精度。例如,铣刀的直径公差应控制在± 0.01mm,切削刃的表面粗糙度 Ra 值不应超过 0.8 μ m。
刀具安装:刀具安装应牢固,避免偏心或松动。安装后,需要检查刀具的径向跳动和轴向位移。径向跳动不应超过0.01mm,轴向位移不应超过0.005mm。
2、工件夹紧和定位夹具选择:
根据工件的形状和加工要求选择合适的夹具,例如平钳、压板或定制夹具。夹具的定位表面精度应高,以避免因夹具问题导致的加工误差。
夹紧精度:使用游标卡尺或千分尺来校准工件,确保工件的参考平面与机床坐标轴对齐。对于多次夹紧的工件,需要设置定位销或键以确保夹紧位置的一致性。
3、切削参数的优化
切削速度和进给率:合理设置切削速度和进给率,以避免参数过高或过低,这可能会导致加工过程中刀具磨损增加或表面质量差。例如,加工钢件时,切削速度可以设置为100-200m/min,进给率可以设置为0.1-0.3mm/z。
切削深度和宽度:在粗加工时,可以使用较大的切削量,而在精加工时,应减少切削量以提高表面质量和加工精度。
4、加工过程控制
振动控制:保持机床的刚性和稳定性,并避免在加工过程中产生振动。如果有必要,可以使用减振装置或调整切削参数以减少振动。
实时监控和调整:在加工过程中密切关注机床的运行状态,定期检查加工尺寸,并及时调整刀具补偿参数。
5、冷却液的使用
冷却液的重要性:使用足够的冷却液可以降低切削温度,减少刀具磨损,并清除切屑以避免表面烧伤或变形。
6、加工路径和工艺
合理规划加工路径:在编程时选择合适的加工路径,例如轮廓切割、螺旋切割等,以减少刀具对工件表面的影响。
分阶段加工:对于精度要求高的工件,可以采用粗铣、半精铣和精铣的多阶段加工方法,逐步提高加工精度。


