

阶梯车削是基本车削操作之一,在多个行业中得到广泛应用。它用于生产直径不同的轴,直径之间的变化为垂直阶梯。阶梯车削主要用于机械设计应用中,用于需要安装轴承、驱动元件和动力传输组件的轴。这些组件通常都需要不同的直径。阶梯车削可以产生精确的几何形状,但也可能造成浪费,尤其是当各种阶梯直径之间存在很大差异时。
车床上的阶梯车削是什么?
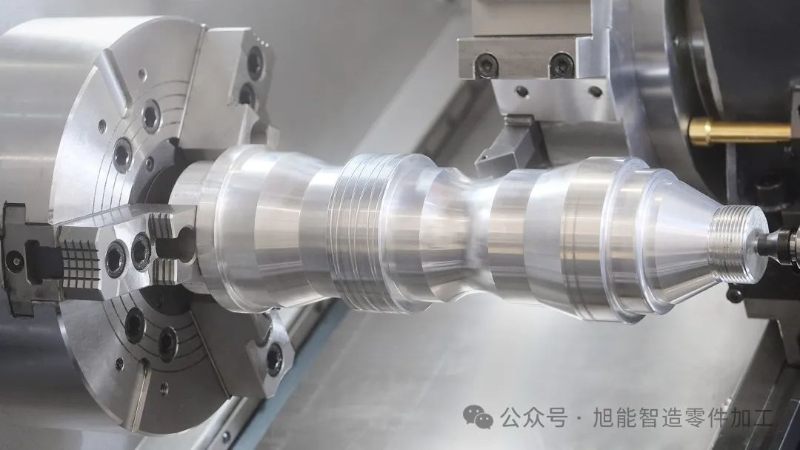
阶梯车削是指加工具有至少两种不同直径的圆柱轴的工艺。较小的直径是通过使用直切削或分离刀具去除材料来产生的,因此直径变化处会出现阶梯变化。
阶梯车削与锥度车削相同吗?
不是。虽然阶梯车削和锥形车削都是在车床上完成的,但锥形车削会导致直径沿轴的轴线逐渐减小,从而产生横截面轮廓呈锥形的零件。锥形轴的一个例子是铣床刀架,其中锥形部分形成紧密配合,也有助于将刀具圆柱形地定位在主轴中。
步进转动的目的是什么?
阶梯车削的主要目的是制造具有多种不同直径的轴,以满足轴承、齿轮或滑轮等部件的要求。直径之间的变化必须是垂直于轴线的阶梯,以便准确定位配合部件。
阶梯式车削通常用在哪些地方?
阶梯车削通常用于机械设计应用。例如,由齿轮马达驱动的轴可能需要多种直径,以便安装轴承以及滑轮、齿轮或链轮,具体取决于应用。
阶梯车削与其他类型的车削有何不同?
阶梯车削与其他车削操作不同,因为它可以加工出沿轴长度方向直径呈阶梯变化的轴。这与直线车削不同,直线车削将轴加工成单一直径,而锥形车削则可加工出直径逐渐变化的轴。但必须注意的是,阶梯车削可能只是轴上众多车削操作之一。
车削与铣削相同吗?
不是,车削和铣削是两个不同的过程。车削是指在车床上通过旋转工件同时将非旋转刀具插入零件侧面以切割所需圆柱形状来塑造圆柱形零件的过程。另一方面,铣削是一种通过将工件放入铣床床身的夹具中然后将旋转刀具插入材料中来塑造零件的过程。铣床可以生产非圆柱形部件。
阶梯式车削过程如何进行?
阶梯车削工艺首先将圆柱形材料(圆棒或空心棒)固定到车床卡盘中。接下来,选择切削刀具并将其安装到刀架上。一般来说,可以使用直切削刀具。根据标准速度和进给建议选择车床所需的转速,然后启动机器。
然后必须使用直切削刀具对工件末端进行加工。接下来,使用标准直切削刀具对工件外径进行切削。此过程可去除任何氧化皮,同时消除零件直径的任何偏差。第一次切削通常为粗切削,旨在一次性去除大量材料。然后可以进行最后的精加工,以减小直径,使其与工件上所需的最大直径相匹配。
从离卡盘最远的一端开始,将切削刀具插入旋转工件。根据台阶的深度,进行单次切削或多次切削以减小直径。如果台阶需要轻微的半径(这通常是减少应力集中的常态),则可以沿轴轴向移动直切削刀具,进行多次切削,直到轴与所需直径匹配并到达台阶的拐角。然后,可以将刀具垂直于轴线退出以产生直的垂直边缘。刀具半径决定了拐角台阶半径;对于较大的半径,需要使用CNC机器来创建半径。
哪些材料适合进行阶梯车削?
大多数金属和塑料都适合阶梯车削。一般来说,阶梯车削适用于制造轴的材料,例如不锈钢或低碳钢至中碳钢。如果材料可以在车床上切削,那么它就可以用于阶梯车削。
阶梯车削加工所需的工具有哪些?
阶梯车削是一种基本的车削操作,即使在最简陋的车床上也可以完成。要成功执行此操作,需要某些工具,如下所述:
1.游标卡尺
在整个车削过程中,游标卡尺用于测量轴的直径。数字游标卡尺可用于加快该过程。每次车削后,必须测量直径以确定仍需去除多少材料才能达到最终直径。游标卡尺通常精确到小数点后第二位。对于更精确的测量,可以使用数字千分尺,其精确到小数点后第三位。必须注意的是,如果在CNC车床上进行阶梯车削,则不需要游标卡尺,除了在流程结束时使用它们进行标准质量控制检查外。
2.分型工具
分离工具呈矩形,有尖角。它设计用于垂直切割轴,通常用于将成品部件与库存材料分离。它是一种可以一次性完成端面和切割操作的工具。分离工具可用于阶梯式切割,方法是将工具推进材料中,直到形成具有阶梯直径的凹槽。然后,可以使用车刀去除凹槽处的剩余材料。如果出于组装目的需要尖角,这是理想的选择。
3.车刀
车刀是最常见的车床刀具,可以采用多种不同的形状。下图2显示了一个常见示例:
这种刀具用于在车削操作中去除大部分材料,也可用于加工台阶。这些刀具通常具有明显的刀尖半径,这导致台阶根部的半径较小。
台阶转动过程需要多长时间?
阶梯车削工艺的速度取决于许多因素。要车削的材料对加工操作的可能进给和速度有很大影响,从而影响加工时间。接下来,台阶之间的直径差异和台阶数将决定需要多少次加工才能将材料加工到各种指定的直径。最后,高精度直径需要更长的时间才能实现,因为可能需要多次精加工。
步进转动的准确度如何?
阶梯车削的精度取决于机器和操作员。如果由经验丰富的机械师进行,阶梯车削可以达到足够的精度,以达到轴承配合公差。
阶梯式车削的优点有哪些?
阶梯车削是一种基本的加工操作,可以生产多种直径的轴。下面列出了此技术的一些常见优点:
速度:无需将轴从机器上拆下即可进行加工。这意味着该工艺速度快,与CNC加工相结合非常适合大批量生产。
复杂轴:阶梯车削可以生产具有多种精确直径的轴,非常适合各种机械设计应用。
成本低:制造单个零件比制造多个小轴、组装、焊接和加工它们更便宜。
阶梯式车削的缺点是什么?
阶梯车削的主要缺点之一是可能造成材料浪费。例如,假设一根轴需要45毫米、40毫米和25毫米的阶梯。这意味着需要使用一根直径为50毫米的库存工件棒,当达到25毫米直径的阶梯时,毛坯直径的一半就被浪费了。但是,这些问题可以通过良好的设计实践来缓解。例如,选择更接近标准库存尺寸的轴或选择不需要明显大阶梯变化的机械元件(如轴承、齿轮或锥度锁)。
步进车削和面对车削有何区别?
端面车削是在工件端面上进行的车削操作,并且是在零件的整个面上进行的。在轴上,这将是垂直于轴线的面(或多个面)。阶梯车削也会产生垂直于轴线的面,但它们不在轴的末端,也不会延伸到轴的整个横截面积上——只延伸到形成下一个直径的阶梯的部分。


