

大家好,本期咱们聊一聊齿轮加工工艺方法这个话题:根据年产量、批量大小和工件几何形状,工业齿轮生产采用多种齿轮制造技术。最常应用的是滚齿工艺,其次是拉削、整形、烧结和轧制工艺。新兴的齿轮制造工艺包括强力刮齿、锻造、精密冲裁和冷锻 。
组合加工越来越流行
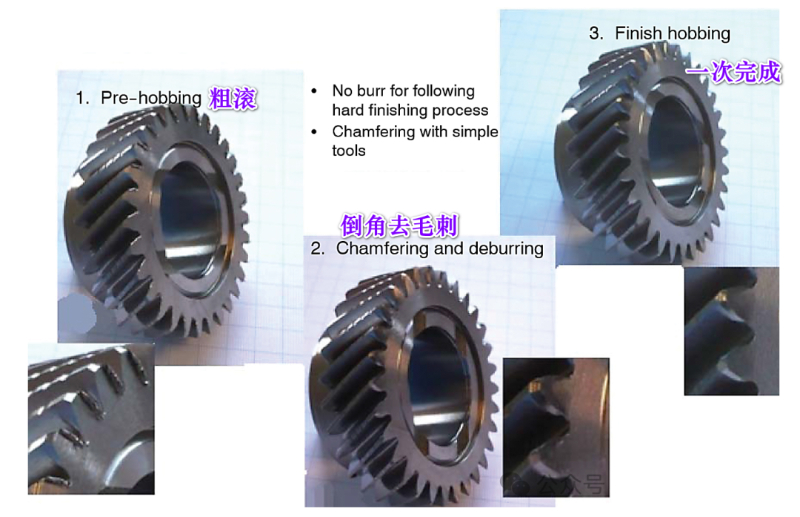
由于当今工业批量生产对灵活性的要求越来越高,批量形的产品正在减少 ,而零件的复杂性和对工件质量的要求却在不断地提高。为了满足这两个要求,必须分析工艺链以缩短设置时间和减少车间到车间的时间。将倒角和去毛刺工作集成到滚齿工艺中,就是一个典型的例子,此类工艺已在水平和垂直工件方向上实现,如下图所示:

将倒角工艺集成到滚齿工艺中的好处已通过减少倒角工具投资和提高滚齿导程精度得到证实。这是降低硬精加工工艺(如珩磨或螺纹轮磨削)的切削率的基础。

强力刮削的越来越多
发现没有,越来越多的齿轮通过强力刮削(车齿或者滚插)来生成。刀具相对于工件呈横轴角放置,与刮削工艺类似,切屑形成由刀具和工件之间的相对速度产生:

它与滚齿加工相比,刀具寿命会缩短,切屑去除率保持不变。但产生的切屑量更大。一般来说,所有滚齿加工的范围都可以通过强力刮齿来实现,但刀具成本会更高↑。
强力刮削工艺将大大缩短制造时间。虽然可以提高生产率,但并非所有整形应用都将被该制造技术取代。下面是一些资料上上的数据:

需要注意的是:强力刮削的切削效率的确要高于滚齿和插齿,但是在计算单件成本时,往往要比滚齿高,寿命要远低于插齿刀,所以在选用时需要仔细核算才好。
强力刮削刀 Shiving Tool有两种形式:圆锥的和的圆柱形的。

当然也可以是整体和可转位式的。

对于强力刮削,可以使用 HSS高速钢 和硬质合金制成。就基体成本和磨削成本而言,PM-HSS 基体材料是首选解决方案。只有在小模数应用(m < 2mm)和非常耐磨的工件材料(例如铸铁)的情况下,碳化钨材料才会比 HSS 解决方案更有优势。锥形概念源于更高的灵活性和更少的控制轴。相反,在使用圆柱形刀具更加敏感,并且需要额外的 NC 轴来进行横向偏移。

从上图可以看到选择不同的切削方式,产生的铁屑形态区别是非常明显的。

基于 AA 级刀具轮廓角,可实现 DIN 7 级质量。刀具质量的进一步提高将提高与工件相关的轮廓质量,也就是说要加工更高精度的齿轮需要使用更高等级的刀具。

车齿刀对我来说也是一个新朋友,需要继续了解他,后续插齿完成后将着重研究和他相关的知识。后期将持续分享相关内容。


