

01
超快激光技术特点
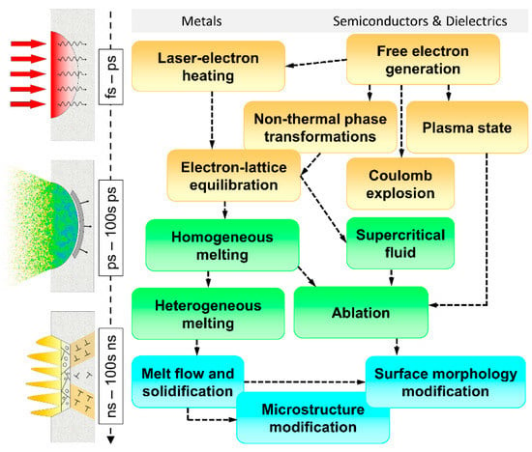
在工业上,激光按出光时间,可分为连续波、准连续、短脉冲、超短脉冲四种。“超快激光”是指输出激光的脉冲宽度在10-12s即皮秒级别,或小于皮秒级别的脉冲激光。对于脉宽介于几十和1纳秒之间的激光,一般称之为亚纳秒激光。超快激光产生的超短脉冲与材料相互作用时间极短,能够在热扩散发生之前有效地将激光能量输送到材料中。与长脉冲激光器相比,超短脉冲激光器在多光子电离和电子到晶格的能量转移方面是独一无二的,加工产生的热损伤可忽略不计,因此也被称为冷加工。超快激光是激光领域重要的发展方向之一,作为一种新兴的技术手段,在精密微细加工方面有着显著优势。

图1. 不同材料的超快激光-材料相互作用原理
02
超快激光增材制造
增材制造 (AM) 已成为 3D 制造具有任意几何形状的物体的一个关键领域。将超快激光用于增材制造,为难加工材料、透明材料以及微米和纳米制造的下一代制造技术提供了可能性。

图2. 通过超快激光器选择性激光熔化(SLM)制造铜零件
双光子聚合(2PP)是一种微纳3D打印技术,通过使用飞秒脉冲激光选择性固化感光树脂,类似于光固化快速成型,但2PP 3D打印技术能够以几百纳米的分辨率生产复杂的三维(3D)结构,比传统光固化成型技术精确度高了几百倍。奥地利学者Aleksandr Ovsianikov使用双光子聚合技术设计合成了每个端基上带有三个丙烯酸酯基团的六官能氨基甲酸酯基遥爪聚己内酯(PCL)。这种能满足分辨率需求的可生物降解材料可以用于生物医用型微支架制造,在组织工程领域有重大应用潜力。

图3. (a)2PP流程的简化示意图(b,c)基于UPCL-2微结构的SEM图像(d,e)基于UPCL-6微结构的SEM图像。
咨询设备电话:15910974236
03
超快激光切割
心脏支架壁管极薄,通常采用激光加工代替常规的机械切割。但使用普通激光通过烧蚀融化来加工,存在毛刺多、切槽宽度不统一、表面烧蚀严重、筋宽不均匀等一系列问题。利用超快激光对血管支架进行切割加工时,不仅可以得到高质量切割平面,同时可以保证切割面热影响区小、切缝准确、表面光滑等。

表1. 血管支架加工材料及激光方法
同时,针对传统金属支架存在的问题,研究人员开始关注生物可降解聚合物血管支架的研发。其中高分子聚合物是非金属可降解支架的常用材料。Stolberg等为解决材料热效应敏感问题,利用飞秒激光结合多重消融加工的方式,切割制备出方形PLLA薄片,使其热影响区得到很好的控制。

图4. 飞秒激光切割高分子聚合物材料有聚左旋乳酸(PLLA)
04
超快激光微焊接
对玻璃等透明固体介质来说,超短脉冲激光在介质中传播会出现非线性吸收、熔化损伤、等离子体形成、烧蚀、光丝传播等多种现象。超快激光玻璃微焊接技术正是基于超快激光能量非线性吸收机制,使异种材料在结合界面微小尺度范围内等离子体化后再重构实现连接。Octav P. Ciuca等使用皮秒激光进行了铝与玻璃的焊接,实现了金属与玻璃之间焊接的突破性技术。

图5. 皮秒激光焊接金属和玻璃
05
超快激光制备表面微结构
传统的表面处理技术虽然可以提高材料表面的生物活性,但其工艺复杂,加工后的材料表面性能不稳定。激光微加工技术工艺简单,可以在植入物表面制备出微观三维立体结构,且改性后的植入物表面性能稳定,对基体影响小。王瑞等研究了超快激光加工技术在Ti6Al4V合金表面改性中的作用,在打磨光滑的钛合金表面利用飞秒激光加工微观结构。发现激光加工改性后的钛合金表面生物相容性有所提高,有利于细胞的增殖分化并促进种植体的骨整合能力。

图6. 飞秒激光制造表面微纳结构
咨询超快激光设备:15910974236
06
总结
目前,随着微加工技术所能实现的最小特征尺寸不断减小,进一步提高加工精度和质量一直是待突破的难题。超快激光加工技术在微加工领域的优异表现越来越受到业界和学者的关注。制造业的蓬勃发展以及对更高性能材料的追求,必将使得加工方法同样快速发展。


