

1 序言
在机械加工领域,有一种典型的关于具有内螺纹特征的筒形回转体零件的装夹方法,就是车削一根螺纹心轴,将具有内螺纹特征的筒形回转体零件旋入相同螺距的螺纹心轴,利用车削力的方向与螺纹旋入方向一致的特点,达到不用任何夹紧装置就能越加工越紧固的装夹目的[1],这种典型的装夹方式因简单实用的特点而被广泛应用。但是这种装夹方式存在一个极大的弊端:由于筒形回转体零件越车削越紧,导致车削加工完成后无法拆卸,无奈之下只有用管钳之类的工具垫上砂布(为了防止划伤零件表面)进行拆卸,如图1所示。这种拆卸方式虽然也可以将零件拆卸下来,但是仍然避免不了划伤零件表面,更重要的是如果筒形回转体零件是薄壁零件,将会因零件变形而导致报废。这种现状给 从事机械加工的技能人员提出了一个新的课题,如何能够在不损伤零件表面且保证零件不变形的情况下,轻松拆卸螺纹心轴上被卡死的筒形零件。

图1 管钳拆卸零件
2 技术原理
2.1 筒形回转体零件结构及尺寸分析
筒形回转体零件如图 2 所示,材料为35CrMnSi,调质硬度4 0~45HRC,内形尺寸(M120×2mm、φ 118 mm)已经加工完毕,现在需要车削加工尺寸φ 124
mm)已经加工完毕,现在需要车削加工尺寸φ 124 mm和157
mm和157 mm,筒形回转体零件的壁厚仅为(124-118)/2=3(mm),如果单单从图样形状来看,可以采用φ 118mm圆柱心轴定位,尾部顶尖顶紧一个自制端盖完成装夹。但因考虑到零件材料调质硬度40~45HRC,切削力较大,加工过程中筒形零件容易在圆柱心轴上转圈打滑而导致打刀或者影响φ 124
mm,筒形回转体零件的壁厚仅为(124-118)/2=3(mm),如果单单从图样形状来看,可以采用φ 118mm圆柱心轴定位,尾部顶尖顶紧一个自制端盖完成装夹。但因考虑到零件材料调质硬度40~45HRC,切削力较大,加工过程中筒形零件容易在圆柱心轴上转圈打滑而导致打刀或者影响φ 124 mm尺寸精度,所以图2所示的筒形回转体零件比较适合利用M120×2mm螺纹特征进行定位装夹[2]。
mm尺寸精度,所以图2所示的筒形回转体零件比较适合利用M120×2mm螺纹特征进行定位装夹[2]。
2.2 典型螺纹心轴工装设计
典型螺纹心轴工装如图3所示。由自定心卡盘夹持,将筒形回转体零件旋入典型螺纹心轴工装,直至螺纹端面与轴向定位面充分接触,尾部顶尖顶紧自制端盖进行车削。
心轴是右旋螺纹,当车床主轴正转时,车刀的受力方向恰好是螺纹的拧紧方向。这种受力状况实现了车削过程中的自然夹紧,车刀受力越大,筒形回转体零件的螺纹端面与轴向定位面接触得越紧密,充分保证了157 mm尺寸的加工精度,克服了零件材料硬度较高、切削力较大所造成的转圈打滑现象。
mm尺寸的加工精度,克服了零件材料硬度较高、切削力较大所造成的转圈打滑现象。

a)三维图

b)二维图
图2 筒形回转体零件

图3 典型螺纹心轴工装
车削完成后,由于筒形回转体零件的螺纹端面与轴向定位面接触非常紧密,且零件表面光滑,所以要把零件从螺纹心轴上拆卸下来非常困难。如果筒形回转体零件的尺寸精度要求不高,可以采取管钳+砂布的方法暴力拆卸,反之拆卸问题则成为了困扰批量车削的最棘手难题。
2.3 新型螺纹心轴工装设计
如图4所示,新型螺纹心轴工装的设计思路是在典型螺纹心轴工装的基础上增加了心轴可拆卸螺扣,主要作用是帮助拆卸筒形回转体零件。车削加工前将图5所示的螺纹锁紧盖可拆卸螺母旋入新型螺纹心轴可拆卸螺扣,并拧紧至螺纹锁紧盖螺纹止
口,与新型螺纹心轴螺纹止口紧密贴合,由自定心卡盘夹持,将筒形回转体零件旋入新型螺纹心轴自夹紧螺纹,直至螺纹端面与螺纹锁紧盖轴向定位面充分接触,尾部顶尖顶紧自制端盖进行车削。

图4 新型螺纹心轴
1—卡爪夹持面 2—心轴螺纹止口
3—心轴可拆卸螺扣 4—心轴自夹紧螺纹

图5 螺纹锁紧盖
1—扳手孔 2—轴向定位面
3—锁紧盖螺纹止口 4—锁紧盖可拆卸螺母
由于螺纹锁紧盖螺纹止口与新型螺纹心轴螺纹止口的作用,保证了螺纹锁紧盖每次拧紧后,其轴向定位面都在一个固定不变的位置,充当了典型螺纹心轴螺纹端面的角色,起轴向定位作用,因此充分保证了157 mm尺寸的加工精度。
mm尺寸的加工精度。
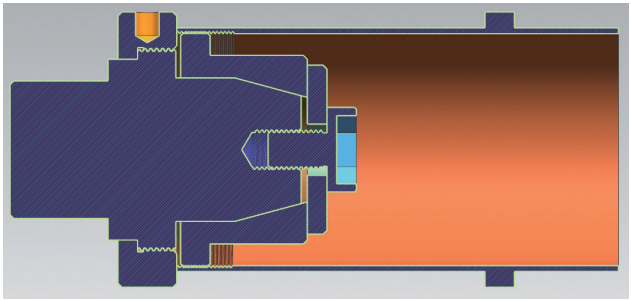
新型螺纹心轴的心轴可拆卸螺扣和螺纹锁紧盖的可拆卸螺母设计为左旋螺纹,当筒形回转体零件旋入新型螺纹心轴工装,其螺纹端面与螺纹锁紧盖轴向定位面充分接触后继续拧紧时,拧紧力的方向与左旋螺纹的旋转方向相同,起到了在保证螺纹锁紧盖位置不变的基础上越拧越紧的效果,保证了零件的稳定车削,如图6所示。

图6 新型螺纹心轴工装剖视
车削完成后,将扳手插入螺纹锁紧盖的扳手孔,松开螺纹锁紧盖,此时筒形回转体零件螺纹端面不受力,可以轻松拆卸筒形回转体零件。
2.4 任意尺寸螺纹夹紧装置
如果生产中出现了数批不同螺纹直径尺寸的筒形回转体零件,就必须准备多个新型螺纹心轴工装,并且反复地拆装、找正和对刀,还会增加多次装夹带来的定位误差,将会给生产带来许多不必要的质量问题和进度问题。
如果将新型螺纹心轴改为图7所示的锥度心轴,在锥度心轴上装配图8所示的不同螺纹尺寸的锥孔套,并用螺钉垫片紧固,由于锥度配合的重复定位精度极高[3],多次拆装锥孔套并不会带来重复装夹误差,所以图9所示的任意尺寸螺纹夹紧装置能够很好地解决不同螺纹直径尺寸的筒形回转体零件的加工问题。

图7 锥度心轴

图8 锥孔套

图9 任意尺寸螺纹夹紧装置
任意尺寸螺纹夹紧装配原理如图10所示。

图10 任意尺寸螺纹夹紧装配原理
3 结束语
本文以实用性为主,通过循序渐进地介绍典型螺纹心轴工装、新型螺纹心轴工装以及任意尺寸螺纹夹紧装置,充分展示了技能人员在生产制造中大巧不工的智慧。
筒形回转体零件在生产制造过程中十分常见,如果遇到螺纹装夹不方便拆卸零件的情况,可以借鉴本文介绍的方法稍微加以变通即可解决类似问题。


