

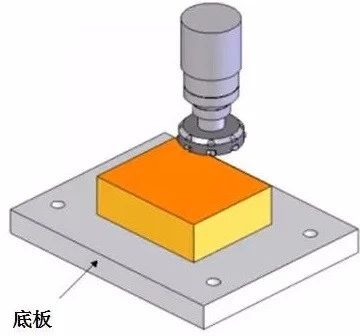
一、底板、底座的种类
立式加工中心主要使用底板。卧式加工中心除了使用基础底板以外还有单面底座、双面底座和四面底座。

卧式加工中心为了对应各种工件尺寸,还会使用六面和八面底座。图2中工件颜色较深的橙色标记的地方为可以加工的面。

二、底板、底座安装面的种类
底板、底座夹具安装面的安装方式有T形槽形式、螺栓孔形式、基准孔形式等。此外,实际加工使用的时候,为了尽可能完美地使加工中心精度和夹具安装面的精度一致,还有自行加工的形式。

图3 典型T形槽、螺栓孔、基准孔的优劣势
机床所在工厂的地面倾斜、多年使用后主轴的倾斜等,每台机床都会有个体性,可以通过对夹具安装面所持有的余料进行加工,使之契合机床个体性,让夹具安装面的精度更高。还有就是可以在机床外进行工装、工件的拆装形式:工装快换。
三、确定尺寸及定位方法
选择底板、底座时,首先需要提前确认尺寸及定位方式。卧式加工中心的基本尺寸为 400X400、500X500、630X630、800X800。根据机床厂家的不同,还有300X300、1000X1000 等尺寸,550X550等特殊尺寸也有机床厂家生产。立式加工中心的尺寸每个机床厂家都不同,没有特殊规则规定尺寸。每个机床厂家机床的工作台尺寸都有各自规定的尺寸,可参考机床的说明书。

图4
卧式加工中心的底板、底座定位一般使用安装在X、Y方向的工作台靠块,底板、底座通过贴合工作台靠块从而完成定位。工作台靠块的位置一般设置在机床工作台的0°和270°方位,工作台靠块的位置根据机床厂家的不同也有所差异。立式加工中心的工作台的中央一般都设有键槽。通过键槽定位底板、底座的X方向,再通过T形槽定位底板、底座的Y方向。
但是并不是所有的T形槽都能精准定位的,根据机床厂家的不同,机床拥有定位功能的T形槽一般只有1根或2根。
四、确认机床最大负重载荷
首先确认机床的最大负重载荷,其次确认工件、夹具、底板、底座的总重量,总重量绝对不能超过机床的最大负重载荷。也有设计师计算了工件和底板、底座的重量,忘记计算夹具的重量,这是绝对不能忽略不计的。

图5
如果总重量超过了机床最大负重载荷,可以选择减少底板的厚度、减少底座安装面的厚度或者把底座做成中空型等方法,用来减少整体的重量。
五、确认底座高度及最大回转直径
选择底板、底座时机床的最高限高和最大回转直径必须得提前确认。特别是卧式加工中心,最大回转直径是必须要确认的事项。一般情况下,底座尺寸为400X400的情况时,最大回转直径为φ630。底座尺寸为500X500的情况时,最大回转直径为φ800。以上2个尺寸为较常见的尺寸,没有明确规定一定要使用这种尺寸的底座。夹具是从上往下夹紧工件的时候,夹具顶部(下图螺栓的顶端)必须在最大回转直径内。

图6
六、加工范围、行程的确认
提前确认机床可加工范围(主轴的移动范围)是否覆盖了工件全部所需加工的部位。特别是利用铣刀进行加工表面的时候,退刀的时候,主轴的行程是否能使刀完全退出工件范围,必须在设计的时候提前考虑,如果不考虑退刀的话,保证面的精度是比较困难的。铣刀退出工件时,最低需要和工件保证10mm以上的距离,就是需要让刀完全离开工件范围。

图7


