

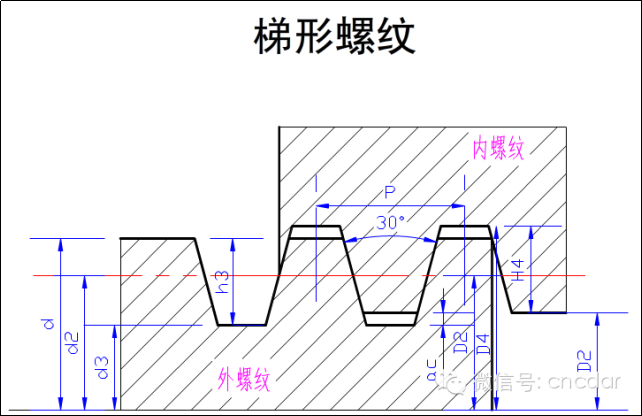


1.梯形螺纹尺寸
计算:(根据基本尺寸计算公示表)
单边牙高:h3=0.5p+ac=0.5×6+0.5=3.5mm
梯形螺纹放至小径:d3=d—2h3=36—2×3.5=29mm
牙顶宽:f=f'=0.366×P=0.366×6=2.196≈2.2
牙槽底宽(磨刀宽度):W=W'=0.366×P—0.536×ac=1.928≈1.93mm
故设刀剑宽度为2mm,(比1.93大几丝因为有磨损)
如果材质较硬,如钢件、等一般就要用两把刀;
一、①第一把刀为粗车刀,(刀磨个大概)正常对刀,关键要留有余量,供精车刀来修
②第二把刀为精车刀,(刀磨得基本要准,偏大0.1,因为有磨损,再说放只能尺寸,它本身有“ac”间隙范围余量),正常对刀(Z0位置)后,要同时在磨耗栏里设“Z”方向偏移(—0.15~—0.2mm)是关键,这样精车时;刀的两侧都能修光。
二、①一般要求较高的就用G92循至尺寸即可
②要求较高的注意,一是要分粗精车,并注意修光余量,如车外、镗内都要留0.1的余量,待梯形螺纹放至尺寸后,(因为有毛刺)再用车刀或镗刀在走一刀放至尺寸,最后用梯形螺纹刀再修光一次,这样梯形螺纹放好后,摸上去、看上去较好。
如下图

宏程序分层加工大螺距梯形螺纹
一、参数表:宏程序【2,3】中使用的变量和含义如表1所示,
表一变量及含义

图1 外梯形螺纹
梯形螺纹配合件

2 梯形螺纹的车削工艺分析
加工梯形螺纹的加工有很多种:直进法、斜进法、左右切削法、车直槽法、分层法等等。由于梯形螺纹较之三角螺纹,其螺距和牙型都大,而且精度高,牙型两侧面表面粗糙度值较小,致使梯形螺纹车削时,吃刀深,走刀快,切削余量大,切削抗力大。用宏程序进行分层切削,可以很好地解决出现的问题。
分层法车削梯形螺纹实际上是直进法和左右切削法的综合应用。在车削极大螺距的梯形螺纹时,“分层法”通常不是一次性就把梯形槽切削出来,而是把槽分成若干层,每层深度根据实际情况而定。转化成若干较浅的梯形槽来进行切削,可以降低车削难度。每一层的切削都采用左右交替车削的方法,背吃刀量很小,刀具只需沿左右牙型线切削,梯形螺纹刀始终只有一个侧刃参加切削(图2),从而使排屑比较顺利,刀尖的受力和受热情况有所改善,因此能加工出较高质量的梯形螺纹,且容易掌握,程序简短,容易操作。
图2 分层切削法

二、尺寸计算(略)
三、程序:以FanucOi mate TC 系统为例,图1 所示梯形螺纹的加工程序如下:
O0001;(切槽等略)
T0101 M03 S300; 换梯形螺纹刀,主轴转速300r∕min
G00 X38 Z5; 快速走到起刀点
M08; 开冷却
#101=36;螺纹公称直径
#102=0;右边借刀量初始值
#103=—1.876;左边借刀量初始值(tg15×3.5×2或0.938×2)
#104=0.2;每次吃刀深度,初始值
N1 IF[#101 LT 29] GOTO2;加工到小径尺寸循环结束
G00 Z[5+#102]; 快速走到右边加工起到点
G92 X[#101] Z—30 F6; 右边加工一刀
G00 Z[5+#103];(快速走到左边加工起刀点Z5)+(左边借刀量初始值—1.876)
G92 X[#101] Z—30 F6;左边加工一刀
#101=#101—#104;改变螺纹加工直径(轴外圆应该越来越小故用“—”值)
#102=#102-0.134×#104;计算因改变切深后右边借刀量(tg15∕2=0.134)
#103=#103+0.134×#104;计算因改变切深后左边借刀量(tg15∕2=0.134)
IF[#101 LT 34] THEN#104=0.15;小于34时每次吃刀深度为0.15
IF[#101 LT 32] THEN#104=0.1;小于32时每次吃刀深度为0.1
IF[#101 LT 30] THEN#104=0.05;小于32时每次吃刀深度为0.05
GOTO 1;
N2 G92 X29 Z-30 F6; 在底径处精加工两刀
G92 X29 Z-30 F6;
GOO X100 Z200 M09;刀架快速退回,关闭冷却
M05;
M30;程序结束
内梯形螺纹(Tr36×6) 图件二 内梯形螺纹(供参考)
尺寸计算:
求小径:D1=d-p=36-6=30
求大径:D4=d+ac=36+0.5=36.5
四、程序:以Fanuc Oi mateTC 系统为例,图一所示梯形螺纹加工程序如下:
O0002;(镗孔等略)
T0101 M03 S300;换梯形螺纹刀,主轴转速300r∕min
G00 X27 Z5;快速走到起刀点
M08;开冷却
#101=30;螺纹公称直径
#102=0;右边借刀量初始值
#103=-1.876;左边借刀量初始值(tg15×3.5×2或0.938×2)
#104=0.2;每次吃刀深度,初始值
N1 IF[#101 GT 36.5] GOTO2;加工到大径尺寸循环结束
G00 Z[5+#102];快速走到右边起刀点(Z5为起点)
G92 X[#101] Z-30 F6;右边加工一刀
G00 Z[5+#103];(快速走到左边加工起刀点Z5)+(左边借刀量初始值-1.876)
G92 X[#101] Z-30 F6;左边加工一刀
#101=#101+#104;改变螺纹加工直径(内孔应越来越大,故用“+”值)
#102=#102-0.134×#104;计算因改变切深后右边借刀量(tg15∕2=0.134)
#103=#103+0.134×#104;计算因改变切深后左边借刀量(tg15∕2=0.134)
IF[#101GT 32] THEN #104=0.15;大于34时每次吃刀深度为0.15
IF[#101GT 34] THEN #104=0.1;大于34时每次吃刀深度为0.1
IF[#101GT 36] THEN #104=0.05;大于34时每次吃刀深度为0.05
GOTO 1;
N2 G92 X36.5 Z-30 F6;在底径处加工两刀
G92 X36.5 Z-30 F6;
G00 X100 Z200 M09;刀架快速退回,关闭冷却
M05;主轴停
M30;程序结束
注:①对比两个宏程序:轴与孔不同之处(加粗红色)
②用45钢精加工时S300,不能快
③在试车加工时有个有誉现象,如螺纹长30mm;当加工到约25mm长后退尾时;它仍然向Z负方向移动4~5mm才回到定位点,不知何故,不解。目前加工只能加长退刀槽宽解决。


