

1 序言
车铣复合机床是机床大家族中一个重要的分支,其结构特征是将车床和铣床的优势集合在一起,既能对高精度的回转体进行车削,同时又能完成铣床才能完成的各种铣削工作。最常见的车铣复合机床是在车床的刀塔上安装动力头来完成回转体零件的铣削任务[1,2]。西门子数控系统提供了一种端面转换(TRANSMIT)和柱面转换(TRACYL)的方法,将主轴的旋转转化为虚拟的X轴和Y轴, 使得车铣复合铣削的编程与铣床的编程方式基本一样,大大降低了编程的难度[3]。
2 图样主要技术要求与加工工艺
2.1 车铣零件图样主要技术要求
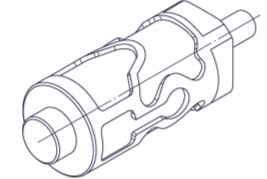
车铣零件三维模型如图1所示,材料为LY15硬铝合金,毛坯尺寸为φ102mm×283mm,外圆表面轮廓内腔深度均为5mm,轮廓内腔曲线精度等级为IT6,采用三爪自定心卡盘一夹一顶装夹方式。

图1 车铣零件三维模型
2.2 加工工艺
采用三爪自定心卡盘一夹一顶装夹方式,分别完成车削外圆、铣削外圆轮廓腔工作。车削外圆:用刀片角度为80°、刀尖圆角为R1.2mm的菱形刀片进行外圆部分的加工,车削粗加工每次背吃刀量ap为1.2mm,外圆和端面各留余量0.3mm进行精加工。铣削外圆轮廓腔加工:用φ8mm 立铣刀(EN8)快速去除型腔内部材料,每次吃刀量为5mm,侧壁和底面留余量0.3mm进行精加工。铣削零件右端四方台:用φ10mm立铣刀(EN10)粗铣,利用立铣刀侧刃快速去除零件余量,背吃刀量ap为30mm,侧壁最大切削宽度0.8mm,侧壁和底面留余量0.3mm进行精加工。
3 车铣零件铣削程序编制过程
3.1 图样导入
工件图样导入系统,车铣零件的二维图样如图2所示,需转化为二维CAD模型。车削外圆程序使用西门子数控系统自带的DXF Reader轮廓编辑器功能,该功能可实现工件图样到加工程序的快捷转换,如图3所示。

图2 车铣零件二维图样

a)车削循环生成界面

b)轮廓生成界面
图3 轮廓编辑器功能
3.2 圆柱体外表面型腔粗加工程序的编辑
(1)柱面转换(TRACYL)在西门子数控系统中提供了一种柱面转换编程的方式,控制系统将编程的进给指令从笛卡儿坐标系转换到实际坐标系。利用TRACYL(d)柱面转换,系统会自动生成一个虚拟的Y轴,将柱面展开成平面进行编程。图4所示就是以外部直径D滚动的圆柱形成的编程平面Y-Z(G19)外表面,旋转方向通过G2、G3定义。编程时只需要考虑X轴、Y轴和Z轴之间的关系,无需考虑主轴C的位置关系,系统自动进行转换、编程时,其深度方向是X轴。

图4 柱面转换示例
图5为使用X-C-Z运动在圆柱体外表面加工的示例,标准车床(无Y坐标轴)运动轴中,两个线性轴XM、ZM相互垂直,旋转轴CM与线性轴ZM平行 (围绕线性轴ZM旋转),线性轴XM与旋转轴CM(车削中心)相交。

图5 使用X-C-Z运动在圆柱体外表面加工示例
TRACYL功能可以通过TRACYL(d)在单独的程序段中编程来激活,d为圆柱体的加工直径 (mm);通过TRAFOOF在单独的程序段中编程来取消,TRAFOOF将取消任何有效的转换功能。根据所编程的Y-Z路径(直线或路径),移动机床坐标轴ZM和CM,使得在圆柱体的外表面上可以通过铣刀进行轮廓加工,编程的X轴仍然作为X轴进给。
编写圆柱体外表面型腔粗加工程序的步骤如下。
1)在程序编辑页面依次编写铣削工艺准备指令,具体如下。N14G54G19G95G40; 初始化铣削加工环境
N15T=”EN8”D1; φ8mm立铣刀
N16SETMS(3); 主轴(3)作为主主轴
N17 M3=3 S3=2000; 动力刀转速2000r/min
N18 TRACYL(100); 激活柱面转换,参考直径为100mm
2)将圆柱体外表面轮廓在UGNX软件中展开,如图6所示。

a)三维结构

b)二维展开
图6 车铣零件外圆轮廓展开
3)编写外圆轮廓型腔粗加工轮廓程序,因程序段较多,此处仅以轮廓A为例。在程序编辑页面按“其它”,选择“子程序”,调用“LKA1.SPF”为子程序,则可生成如下程序语句。
N22CALL “LKA1.SPF” 编辑轮廓子程序,首先需要在主程序文件夹建立文件名为“LKA1.SPF”的子程序,在程序编辑页面选择“轮廓铣削”进入其页面,在右侧按软键“轮廓调用”,输入轮廓名称“LKA1”,按下“接收”,确认轮廓调用,在“轮廓铣削”→“型腔”下输入图7铣削循环输入界面所示的工艺参数, 按下“接收”,确认型腔铣削工艺参数,在CYCLE63后输入M17指令,子程序结束。程序如下。

图7 铣削循环输入界面
N2CYCLE62(“LKA1”,1,,)
N3CYCLE63(“ALK1”,11,200,50,5,5,0.1,0.1,20,8,0.2,0.2,1,0,0,4,1,15,1,2,””,1,,0,103,111)
N4 M17
其次,需要在数控系统中建立轮廓A,利用西门子数控系统自带的DXF Reader轮廓编辑器功能, 将CAD生成的后缀名为dxf的文件拷入系统。在程序编辑页面点击“轮廓铣削”→“轮廓”→“新建轮廓”,按右侧“从DXF导入”输入轮廓名称 LKA1,选择拷入系统上的外圆轮廓文件,将指定参考点选择为“元素中心”,选择轮廓右侧直线, 其工件编程原点就定在了与车削编程原点重合的位置。选择轮廓A的一条边,选择模式设为“自动”,即可生成轮廓A的封闭轮廓并高亮显示,最后按软键“轮廓传输”接受型腔轮廓。生成的刀路如图8所示,生成型腔轮廓的相关步骤如图9所示。

图8 生成的刀路

a)选择编程原点

b)生成封闭轮廓

c)接受型腔轮廓
图9 型腔轮廓生成步骤
(2)端面转换(TRANSMIT)在车铣复合加工过程中经常会用到端面转换功能。经过端面转换,系统会自动生成一个虚拟的Y轴。例如在端面上铣削一个四方,只需要进行X轴、Y轴位置编程,系统将自动进行转换,大大简化了编程难度。控制系统将编程的进给指令从笛卡儿坐标系转换到实际坐标系。端面转换功能通过单独程序段中的 TRANSMIT激活,通过TRAFOOF取消,TRAFOOF 将取消任何有效的转换功能。
以图10零件为例,使用TRANSMIT对车铣零件进行端面铣削加工,图中X、Y、Z为编程端面加工的笛卡儿坐标系,ASM为第2主轴(用于铣刀、钻头的工作主轴),ZM为机床Z坐标轴(线性轴),XM为机床X坐标轴(线性),CM为C坐标轴(主主轴作为旋转轴)。

图10 使用TRANSMIT对车铣零件进行端面铣削加工示例
编写铣削四方台粗加工程序,西门子系统中提供了许多固定循环指令,只需简单的几步设置即 可实现程序的编辑。此零件的四方凸台就用到了 CYCLE79多边形凸台铣削编程指令,在多边形凸台铣削循环参数输入界面输入图11中的铣削工艺参数,即可生成图例所需程序。
N36CYCLE79(100,-58,5,-30,4,83.2,0,0,0,0,100,0.8,30,0.3,0.3,0.1,0,1,1,2,100,1,101)

图11 多边形凸台铣削循环参数输入界面
(3)编写程序结束指令程序如下。
N37 TRAFOOF; 取消转换
N38 G0 X200 Z200 M5 M9
N39 M30
需要指出的是TRAFOOF取消转换指令,在端面转换TRANSMIT和柱面转换TRACYL结束后都需指定一次,否则数控系统会报警。精加工程序只需在CYCLE63和CYCLE79循环中进行相应更改即可,篇幅所限,在此不做介绍。车铣零件主程序如下,车铣零件加工模拟如图12所示。
N1 WORKPIECE(,,, ” CYLINDER ”,0,0,- 283,-270,102); 定义毛坯直径102mm,长283mm,装夹-270mm
N3 G90 G54 G18 G95 G40; 初始化车削加工环境
N4 DIAMON; 激活直径编程指令
N5 LIMS=2000; 主主轴转速限值2000r/min N6 G0 X200 Z100 M8
N7 M4 G96 S100
N8 T=”ROUGHING_T80 A” D1; 刀片角度为80°外圆 车刀
N9 CALL “WYLK.SPF”; 调用车削外圆轮廓子程序
N10 G0 X200
N11 Z200 M5
N12 M9
N13 M0
MSG(“铣削轮廓程序"); 信息提示
N14 G54 G19 G95 G40; 初始化铣削加工环境
N15 T=”EN8” D1; φ8mm立铣刀
N16 SETMS(3); 主轴(3)作为主主轴
N17 M3=3 S3=2000; 动力刀转速2000r/min
N18 TRACYL(100); 激活柱面转换,加工直径100mm MSG(“铣削轮廓B")
N19CYCLE62(“LKB1”,0,,); 轮廓B
N20CYCLE63(“B1LK”,11,200,50,5,5,0.1,0.1,40,8,0.2,0.2,0,0,0,4,1,15,1,2,””,1,,0,103,111);轮廓腔铣削循环
N21CYCLE62(“LKB2”,0,,)
N22CYCLE63(“B2LK”,11,200,50,5,5,0.1,0.1,40,8,0.2,0.2,0,0,0,4,1,15,1,2,””,1,,0,103,111)
MSG(“铣削轮廓A")
N23 CALL “LKA1.SPF”; 调用铣削轮廓A子程序
N24 CALL “LKA2.SPF”
MSG(“铣削轮廓C") N25 CALL “LKC1.SPF” N26 CALL “LKC2.SPF” N27 TRAFOOF; 取消所有生效的转换
N28 M0 M5
N29 M9
MSG(“铣削端面四方")
N31 SETMS; SETMS不含主轴指定,切换回系统定义的主主轴上
N32 G0 X200 Z200
N33 T=”EN10” D1; φ10mm立铣刀
N34 SETMS(3)
N35 M3=3 S3=2000
N36 G0 X0 Z50
N37 TRANSMIT; 激活端面转换
N38CYCLE79(100,-58,5,-30,4,83.2,0,0,0,0,100,0.8,30,0.3,0.3,0.1,0,1,1,2,100,1,101); 多边形铣削循环
N39 TRAFOOF
N40 G0 X200 Z200 M5
N41 M9
N42 M30

图12 车铣零件加工模拟
4 结束语
在使用端面转换(TRANSMIT)和柱面转换 (TRACYL)命令时,需要在加工程序中编写相 关指令,向系统声明当前需要转换到铣削模式下工 作。常用指令包括SETMS(2):动力刀头作为主轴编程;TRANSMIT:端面转换开始;TRACYL (d):柱面转换开始,其中d为圆柱工件直径;TRAFOOF:转换结束;M2=3 S2=1000:动力刀转速1000r/min;MCALL:取消模态调用;FGROUP (Z1,C):C轴与Z轴进行联动插补。
SINUMERIK Operate DXF-Reader是西门子数控系统提供的,一个非常方便实用的图样加工轮廓读取和编辑器,与SINUMERIK Operate轮廓编辑器以 及工艺循环配合使用,某种意义上相当于一个“不用后处理的二维CAM软件”。从以上零件的编程可 知,整个工件的加工都可以使用这种轮廓加工的方法实现,由于在系统上使用了DXF编辑器,使工件图样直接转化为了实际的加工程序,因此轮廓编辑大大简化,极大地方便了操作人员的编程工作,提高了编程效率。使用西门子内置的加工循环可以大大缩短程序的长度,减少现场编程的工作量,但在人机对话界面填写数值时需注意数值的正负号。


