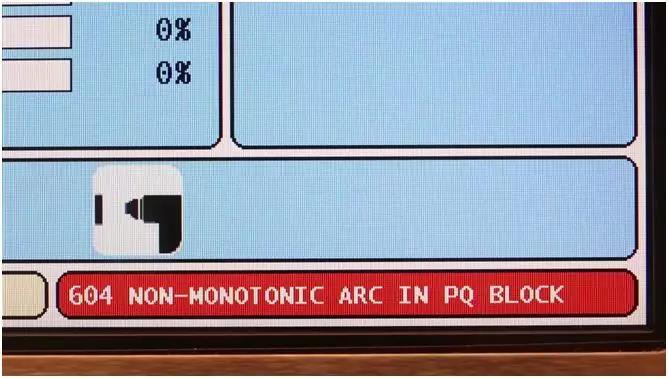
在程序中使用G71(外圆粗加工)循环时,我们可能会因为外圆轮廓上的小凹槽,而得到 非单调变化 的警报。因为这种警报出现的频率太高,有大量的用户在讨论此事,我们觉得有必要为此做一个视频,来帮助解决这个问题。
首先,我们会用到G70(轮廓精加工)循环。G70与G71不同的是:在移动方向上,G70没有使用的限制,这仅仅是处于测试的目的,将G71改为G70也只是暂时的,在警报解除后,我们还要改回到原来的粗加工循环G71。
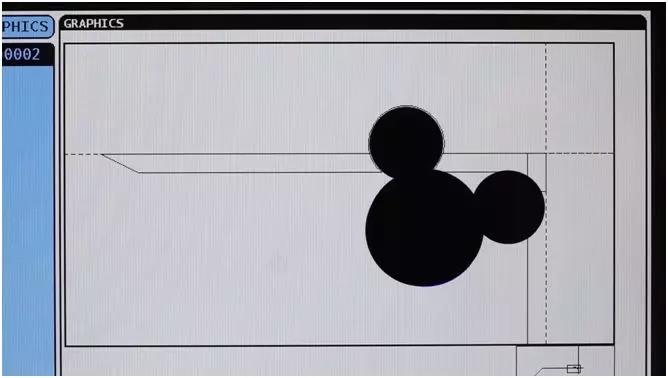
其次,要发现程序中导致警报的代码,我们要使用到 “图形模拟(GRAPHICS)”,在图形模拟时,加小编微信Yuki7557获取10G数控教程,系统会在导致警报的代码上高亮显示,也会有相应的警报提示,让用户知道哪里的代码需要修改。
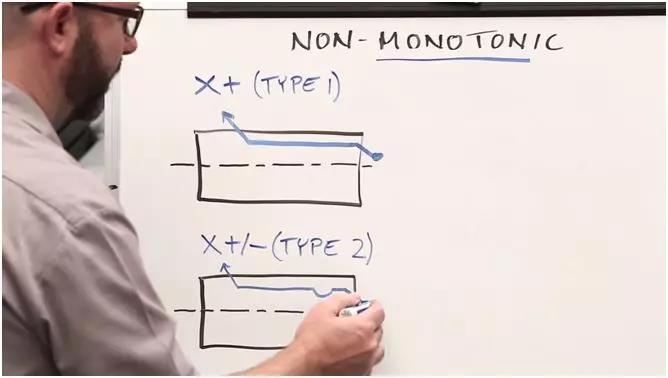
第三,我们要了解刀具移动的方向。在使用G71时,如果刀具的移动方向是单调的(切削的方向是递增或者递减),这意味着我们使用的是G71的一型循环。如果X/Z其中的一个轴是非单调变化的,例如说外圆轮廓上有一个凹槽,有凹槽意味着刀具的X轴要有上下的切削移动,这时候也就需要使用到G71的二型循环。
有时候我们也会因为写程序时候的手误(例如G03输入成了G02),而导致出现 非单调变化 的警报,根据上面的方法,我们会很快的在图形模拟里看到问题所在。
其实,解决的办法我们都可以在编程手册中找到。只是在当初看过之后我们并没有记住,在我们发现问题、解决问题之后,再看看编程手册,会发现它值得我们花更多的时间去思考,所有的解决方案都遵循着G代码的规则,对于这些规则,我们并没有自己想象中的那么熟悉。