


Timo Mager
瓦尔特公司螺纹加工产品高级经理
螺纹铣刀不是批量生产所使用的典型刀具,而是用于特殊使用场合,例如在攻丝和螺纹挤压成型等工艺不能完全满足要求的时候。在这种生产状况下,刀具质量和工艺可靠性超乎寻常的重要。因此,图宾根刀具专家将这两款全新螺纹铣刀 TC610 (螺纹深度 = 1.5 x D) 和 TC611 (螺纹深度 = 2.0 x D) 作为其从现在起新推出的产品线“Walter Supreme”的首批代表投入到市场竞争中,这绝非偶然。
“Supreme”意为“至高”或“无上”。在瓦尔特刀具品种中,“Walter Supreme”今后将清晰无误地代表最大可能的也就是说最高的质量。Supreme 刀具在“真正需要它们”的地方使用。当需要很高的切削速度、最大刀具寿命和最高可靠性时,人们还需要性能特别强大的刀具。产品线“Walter Supreme”专为这种要求严苛的应用和生产效率目标而设计。真正的高性能刀具:是“切削加工甲级联赛”中的冠军候选者。
现在介绍的这两款新型铣刀 TC610 和 TC611 同样有两种新切削材质可选:WB10RD 和 WJ30RC (B/J = 基材类型,10/30 = 耐磨性,RD/RC = 涂层:TiALN/TiALN+ZrN)。两种型号可广泛应用于 ISO P、M、K、N 和 S 组材料。其区别在于,对不同加工情况下工艺可靠性和刀具寿命之间的关系进行了不同的平衡。这两种切削材质在外观上也有明显区别:WB10RD 表面为金色,而 WJ30RC 表面为黑色。

图 1:瓦尔特-普瑞特 (Walter Prototyp) TC610,WB10RD切削材质 WB10RD 的瓦尔特-普瑞特 (Walter Prototyp) TC610 在合适的加工条件下可以成为目前寿命最长的螺纹铣刀。
新铣刀有哪些优点?客户如何选择正确的切削材质?瓦尔特公司螺纹加工产品高级经理 Timo Mager 给出了三个答案:
通用: 切削材质 WJ30RC 首先是所有应用领域的首选。可以提供 142 种样本型号,覆盖迄今为止在我们的螺纹铣刀产品系列中存在的所有领域。这两种切削材质使用切削刃强度非常高的超细颗粒硬质合金。WJ30RC 的另一个突出特点是具有更高的韧性。因此,正如我们所说的,这款铣刀非常通用,既适合不稳定的加工条件,又不怕自行卷起的切屑,同时还不会折断。此外,也能在不带内冷的条件下使用。
耐久:这两款铣刀的 WJ30RC 型已经相对于旧款刀具在寿命方面展现出巨大的性能改善。这点我们能够在实验室试验中证明。然而切削材质 WB10RD 在这方面更进一步:它由基材和氮化锆涂层制成,硬度更高并且刀具寿命比竞争产品长 40%。然而有效使用需要一些框架条件:一台稳定的机床、较小的悬伸长度和刀具上相应较低的侧面压力以及必须使用内冷却。这样,客户就能获得一把目前可用刀具寿命最长的螺纹铣刀。
均衡: 刀具寿命和工艺可靠性在这种情况下无法清晰地分离。如果刀具寿命较低,切削刃的磨损也更高。而磨损越高,机床操作员就必须更频繁地进行校正。如果刀具特别抗磨损 (在这种情况下是切削材质 WB10RD),那么就可以顺利地执行非常多的螺纹切削过程。然而如果不在最佳条件下使用 WB10RD,那么就存在刀具崩刃的危险,并且工艺可靠性也不再有保证。为此我们提供两种解决方案。使用 WJ30RC 铣刀,客户即使在非最佳条件下也能获得较高的工艺可靠性。
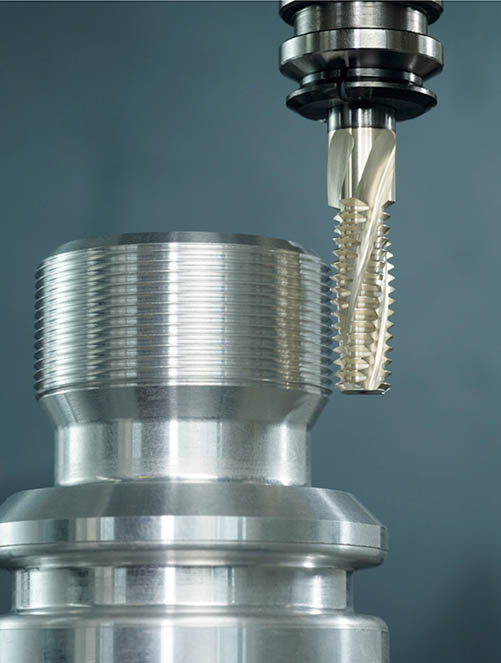
图 2:使用中:瓦尔特-普瑞特 (Walter Prototyp) TC610,WB10RD切削材质 WB10RD 的瓦尔特-普瑞特 (Walter Prototyp) TC610 在外圆加工使用中。
切削材质 WB10RD
● 最长的寿命,最佳的性能
前提条件
● 应力稳定
● 内冷却
切削材质 WJ30RC
● 非常好的经济性解决方案
● 可靠的加工
优势
● 也可在无内冷的情况下进行加工
● 在不稳定的加工条件下具有高度工艺可靠性


