


图1 膝关节植入件
医疗行业中,齿科和整形外科植入件的制造迅速增长。髋关节和膝关节预计将持续增长至2030年,市场预期为500亿美元。去年,大约三百万人做了髋关节或膝关节置换,还有更多人将要做做髋关节或膝关节置换。全球齿科市场同样在迅速增长。有报道称,在2009-2014年间的平均增速预期为6.04%,市场将达到40亿美元。
由于这些零件用于人体,故制造时有相当严格的控制,确保高品质。随着市场的迅速增长和成熟,成本控制对于保持竞争力显得尤为重要。考虑到这个因素,膝关节、髋关节和齿科供应商应同时关注成本降低和高品质。膝关节和髋关节植入件在OEM中占有主导地位,山高刀具能提供专业的解决方案,包含刀具设计和高品质服务以确保产品的高品质及成本节约。本文将详细介绍行业内的三种解决方案。
1 全膝关节置换
在很多时候,我们谈论膝/髋关节置换(TKRs/THRs)。TKR膝关节植入件包含三个主要组件:股骨组件,胫骨托架以及高密度聚乙烯垫。
让我们仔细看一下这个胫骨垫。工件材料为UHMWPE或称其为超高分子聚乙烯。这种材料很软,因此切削力小。表面粗糙度应不大于0.50 µm,意味着需要高端的精加工专用刀具。山高的Jabro™设计了一款‘Premier Finish’整体硬质合金铣刀,能够胜任此加工,并全球领先。
1.1采用球头铣刀的老式加工方法
股骨件和胫骨垫的加工难点在于它们独特的形状,尤其是胫骨垫的骨节曲面形状更难加工。
之前加工胫骨垫的方法是用一把抛光过的HSS成型刀或者传统的硬质合金铣刀。除此以外,刮削的方法也经常被使用。两种方法均有缺陷。
• 第一个方法通常在表面产生明显的尖点,另外为了获得平滑的切削路径,设备必须足够快速。
• 这些刀具由于其零前角、小螺旋角,很难获得良好的加工表面。
• 第二种方法只能做具有圆弧表面的产品,但由于刀体限制、成形零件夹持等设计限制因素,无法实现所有的圆弧加工。
为了获得满意的表面粗糙度,必须增加可靠性较低的操作环节。人工抛光或喷砂处理会带来不可预计的加工时间、成本和品质效果。
为了克服这些困难,山高Jabro开发了一款新的刀具Premier Finisher(图2)。刀具的设计基于工件表面的凹凸面以及切线和连接的直线。相比模具而言,此轮廓公差较宽,当然,这种刀具的制造,在切削刃口几何结构上也经常面临问题,如下所述:
• 凹面和凸面形状的重叠
• 最大直径
• 当轮廓以小圆弧结束或开始
这些潜在问题的发生是因为砂轮压力迅速改变,或者导致太多的磨削热量影响了刃口,使得刃口不能足够锋利,这样在切削时产生剪切力而不是切削力。
Premier Finisher整硬铣刀在研磨过程中,全切削刃保持恒定的切削前角,刃口圆弧5µm左右。切削速度在200 - 600 m/min之间,具体依据CNC机床而定。通常,如果控制系统良好,能够获得更高进给。每齿进给通常在0,003-0,005*刀具直径:一把d20直径的刀具,为0.06-0.1 mm/z,刀具寿命通常为1000-2000件。通常建议在刀具磨损之前一直放在机床上,移除或储存带来刀具损坏的风险较高。
在下节中,将推荐这个刀具的其它规程并详细讨论。
装卸:由于刃口特别容易损坏,刀具必须非常仔细地进行装卸。要避免与金属触碰,另外,手指甲的触碰同样会造成轻微的刃口损坏。
图2 山高 Jabro的Premier精加工刀具

物流:在运输过程中必须有保护措施。刀具被保护并用蜡密封在包装盒内。并张贴标签“小心轻放”“不要重新包装”。
测量和检测:在医疗行业,可追溯性特别重要,为确保工艺质量,采用封闭的工艺,所有刀具均有单一的激光标志。Helicheck设备可确保其可靠性和质量标准,测量均采取非接触式光测量,而不用与刀具直接接触的测量技术,并采用密封的研磨程序,质检报告附在刀具盒内,以便客户确认品质。
刀具设置:操作者应按照指示去除保护蜡,找到报告提供的正确直径。刀具可以修磨达五次,明显的磨损出现时,安全的包装是必要的,避免不可控的损坏。
清洁:当设备同时也用于加工金属植入件时(钛/钴铬合金及不锈钢),注意彻底清理机床。金属切屑与刀具直接接触会损坏刃口。因此机床设备很有必要具备良好的过滤系统,以确保切削液清洁。UHMWPE材料的品质同样也是植入件供应商要考虑的关键因素。
图3 切削刃口177µm磨损
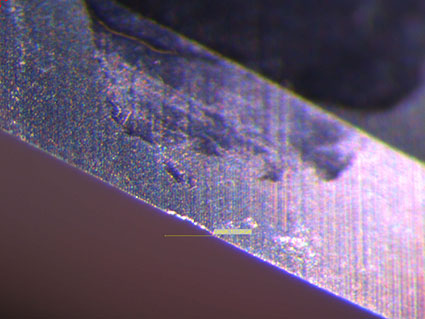
不合格的原材料将导致磨损(图3)。刀具的提前磨损可能是由于被加工材料聚乙烯不纯。出现这种情况,必须关注采购环节。
1.2 结论
与球头刀相比,这种Premier Finish刀具价格高出8倍,但单件成本会大大降低(节省高达5倍),可以同时提高品质和降低成本,故投资这种刀具是值得的。
2 全髋关节置换
在全髋关节置换中,髋关节臼杯(图4)具有不同的尺寸和厚度,是植入件的一个部件。在这个章节中,详细介绍了这些医疗元件的加工。
2.1 加工区域的功能
其中要铣削的一个特征就是定位面和阻转面。这个特征是用于压入髋臼杯中的聚乙烯垫。另一个要铣削的区域是孔的背面,特制螺钉用于连接臼杯和髋骨。
图4 全髋关节置换臼杯

2.2 材料和加工特征
髋臼杯的材料是TiAl6V4,这种材料的加工特点广为人知:理想的切削条件下,可使用高达275 m/min的切削速度。可获得的进给速率与刀具直径及切削宽度有关。例如一个d10 mm的刀具,切削宽度为0.3 mm,进给量可达0.1 mm/z。
工件实际上是一个半球面,阻转面在球形内侧,孔是从内向外钻铣(径向),同样可以加工背面。
2.3 切削参数
加工受到工件设计形状和装夹方法的限制。工件的装夹部位是一个最后切除的圆柱状工艺头。考虑到工件的几何形状以及薄的边缘,可以使用d4 mm的JH910系列刀具,此刀具具有Tribon涂层,可以用于铣削定位面。最适宜的线速度为120 m/min,进给量为0.05 mm/z。要求之一是不同规格的臼杯必须用一把钻头进行加工。配合工件的圆柱形/球形几何结构,开发了一种特制的复合钻头,用于一次加工两个特征。钻头的线速度大约在40 m/min时,加工寿命较好,加工工艺和孔公差的要求均可达到。背面加工刀具需根据不同的尺寸进行定制,这种新的设计是一种T形槽刀具,切削直径d5.4 mm。必须加工孔边缘的1.8 mm宽的区域,故柄部直径只有d1.6 mm。这当然限制了参数的提高,但综合优化的硬质合金基体,以及几何结构和加工策略,此工艺十分优良。线速度可以在60m/min左右,应用螺旋插补铣。
2.4 以前的加工方法
定位面加工的老方法基于传统刀具:刃长和几何结构没有根据这种操作要求进行优化,加工参数受限。使用标准钻头分两步钻孔,再有一个球头刀铣圆弧面,还需要一个额外的去毛刺步骤。背部用一种镗刀进行加工,一个操作可完成加工。
由于此加工操作切削力的作用,在轻微磨损后,刀具即发生弯曲。由于切宽与刀具的柄径/长度比有关,加工时也容易产生刀具振动。
采用新方法可以节省50%刀具成本,综合起来能节省大约30%。
3 齿科植入体
与外科植入物相接近,齿科植入体也是SECO在医疗行业的兴趣之一。材料主要为CoCr,Zr,PMMA(透明热塑性塑料),Ti,E.max CAD(创新型焦硅酸锂微晶陶瓷)。加工时间取决于品质要求和应用种类。加工部件一般是齿模、支架、植入体和齿桥。
在这些不同的材料和组件中,下面讨论一下优化的钛合金齿桥加工工艺。
图5 钛合金齿桥

这个部件有二级钛加工而成。没有五级钛的强度高。纯度为99,6%,相对较软。抗拉强度正好是临床要求的水准275 MPa。最高的抗拉强度为345 MPa,通常用于抗腐蚀应用中。
3.1 应用实例
加工工艺包括d8mm及d2mm立铣刀做粗加工和精加工。设备为Willemin-Macodel,功率10 kW,最高转速30000 rpm。主轴规格为HSK E40,热缩刀柄,刀具悬长28 mm。刀具为Jabro的JH920结构两刃铣刀,加工时间11分钟,装刀1分钟。加工成本一小时€ 76。一年加工9000件(40件/天*每周6天)。
为改善此应用,采用了不同的刀具进行了测试。包括快进给刀具(JHF180 & JHF 980,定制涂层),一把高性能刀具和一个微型刀具。
3.2 切削参数据与结果
不同刀具采用不同切削参数进行测试后,取得最好结果的是JHF980K080-MEGA,减少加工时间达7分钟,切削参数如图6所示。
|
切削速度Vc (m/min)
|
80
|
|
n (rpm)
|
5175
|
|
每齿进给量fz (mm)
|
0.25
|
|
进给速度Vf (mm/min)
|
2587
|
|
切削深度ap (mm)
|
0.25
|
|
切削宽度ae (mm)
|
5.5 mm – 8mm
|
|
冷却液
|
乳化液
|
图6 JHF980K080-MEGA的切削参数
接下来采用的4刃刀具JM920,能减少50%的加工时间,显著提高刀具寿命。切削参数如图7所示。
|
刀具
|
老
|
新
|
|
Dc (mm)
|
2
|
2
|
|
Zn
|
2
|
4
|
|
Vc (m/min)
|
63
|
113
|
|
n (rpm)
|
10027
|
17985
|
|
fz (mm)
|
0.0075
|
0.0028
|
|
Vf (mm/min)
|
150
|
201
|
|
ap (mm)
|
0.1
|
0.1
|
|
ae (mm)
|
2
|
2
|
|
Tc (min)
|
10
|
5
|
|
刀具寿命(min)
|
180
|
300
|
图7 JM920与老刀具的切削参数对照
有了这些改善之后,还进行了生产率&成本分析(PCA)。结果显示年成本节约为45%,大约相当于750小时的工作量。详细见图8。
|
刀具
|
老
|
新
|
|
单件机床成本
|
€ 12.66
|
€ 6.33
|
|
年产量
|
9000
|
9000
|
|
每年机床成本
|
€ 113940
|
€ 56970
|
|
刀具采购价格
|
€ 20.85
|
€ 27.44
|
|
换刀频率
|
18 pcs.
|
60 pcs.
|
|
单件刀具成本
|
€ 1.15
|
€ 0.46
|
|
单件总成本
|
€ 13.81
|
€ 6.79
|
|
年度总成本
|
€ 124290
|
€ 61110
|
|
每年成本节省
|
€ 63180 (51%)
|
|
图8 JM920刀具的PCA分析
4 总结
这篇文章中,我们集中关注医疗行业。正如开始所说的,全球的骨科植入件及齿科植入体市场迅速增长。这里介绍的详细应用表明了山高刀具集团在这个行业内的价值。山高刀具在传递高附加值改变客户需求的过程中,为金属切削领域添砖加瓦。


