整体叶盘(轮盘)的使用率在飞机制造中正在大量增加。 大型发动机现在都配备多个高压压缩机,这些压缩机通常由一个整体的高性能特殊合金材料加工而成。因此,这些材料的加工效率正在成为项目规划的焦点,正如从机械切割到水射流切割,多种多样的潜在的方法及其组合开始使用。最近由德国 Fraunhofer 生产技术研究所(IPT)以及在RWTH Aachen 的机床和生产工程(WZL)实验室(德国)的一项研究表明,EMAG 的精密电化学加工(PECM)大幅削减了用户的成本,特别是在工件的表面修整。
飞机发动机内的零部件一般都暴露在极端的应力和高温之下,同时还要求要有较长的使用寿命。. 因此,开发者们使用非常硬的耐热材料如镍基超合金制造整体叶盘和单叶片轮盘。材料的发展不断向制造工程师们提出了一系列的挑战。由于材料硬度的增加,传统的切割方法效率逐渐降低,并且造成昂贵的加工刀具使用寿命下降,从而导致单位成本极大增加。最近 Fraunhofer IPT 的专家与WZL 和 EMAG ECM 有限公司一起进行了一项研究,他们对总共七种不同的整体叶盘加工方法包括多轴铣削、组合式抛光高压水射流切割法和PECM修整法进行了比较。得出的结果令人印象深刻: 假定生产量为800 个镍基HPC 整体叶盘,如果用户采用了正确的加工策略,相对于传统机械切割的单位成本可以减少至少50%。
PECM 修整法作为最终工艺,对生产过程的效率进行彻底的改进。 (参见资料图片)
柔和材料去除– 快速处理
鉴于此,由总部设在德国的EMAG ECM 公司提供的PECM 技术目前正不断引起众多OEM 设备制造商和供应商的兴趣。电化学加工法去除材料时无需接触,并且刀具磨损极小,即快速又可靠。基本原理非常简单: 在加工过程中,工件是阳极,刀具是阴极。电解质溶液在它们之间流动,从而去除工件上的金属离子。活性阴极(刀具)导电区,按照所需的组件轮廓,从工件上去除材料。环形管、沟槽、空心圆以及其它轮廓,在不接触的条件下都可以加工出来,并且具有很高的精度和良好的表面质量。EMAG ECM 的专家们用他们的
PECM 技术有针对性地研发出了此项工艺,并不断使其完善。这一技术的优势有两个因素在这方面起着重要的作用: 首先,电解质溶液在工件和刀具之间的间隙中流动,这个间隙非常狭窄。其次,机械振动会增强电解质溶液的供应。这两个因素加在一起确保材料的去除更加有效和精确。
从单一的涡轮叶片到整体叶盘
EMAG ECM 有两种机型用于发动机生产中不同的加工工作: 小型的 PO 100 SF 用于加工单一的涡轮叶片,而大型的PO 900 BF 则用于加工更大型的整体叶盘。同时采用精密的PECM 技术和EMAG 高性能部件,系统在加工区域大小、占地面积、发生器的容量和加工轴数有所不同。“我们在2011 年推出 PO 900 BF,用于整体叶盘的加工。PO 100 SF 是发展的第二个阶段,因为在2013 年,越来越多的客户需求单叶片加工的电化学加工解决方案。现在我们对开发生产小型和大型发动机零部件的精密的、具有成本效益的解决方案,已经有了一个基本的想法,” EMAG ECM 有限公司董事会成员Richard Keller 说。 这两种机床也向用户提供EMAG 重要的技术,例如 Mineralit® 聚合物混凝土机座、智能软件和硬件的接口以及高效的自动化解决方案。
零部件的实际应用认证
此方法已被实施到实际生产中并获得了顶级的效果。例如,在2014 年一家知名的发动机制造商已经见证了在PO 100 SF 上加工制造飞机使用的单一叶片的高效率 - 在供应商的工厂,机床生产开始后以异常快的速度开始加工。另一台机床,目前正在等待用于整体叶盘的生产。. 大批发动机公司的零部件目前正处于实际使用的鉴定阶段。“这项技术目前处于测试程序的验证阶段”,Keller 总结 EMAG ECM 目前的工作时说道。“本公司长期战略重点放在这些组件的加工及其应用技术,事实证明这是成功的战略,用 PECM 加工的零件的每个附加认证只会促进我们的销售更加成功。”
高精几何加工精度是技术成功的主要因素之一。另外,PECM 使用较低的峰谷值还加工出高表面质量。因此不再需要对刀片的后续精加工工序,如抛光,或者可以用更快的速度完成,这两者都使单位成本进一步降低。这对于一个变得越来越重要,其体积也不断增大的部件来说,这是一个重要的加分点。
了解更多关于埃马克的信息,请访问:www.emag-china.com
图片文件: P1010347_Richard Keller.jpg
Richard Keller,EMAG ECM 有限公司董事会成员: “PECM 技术可以显著降低整体叶盘的加工
成本。EMAG 为此根据加工要求单独定制加工方案,提供范围广泛的设备。”
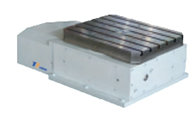
图片文件: C263.jpg

PO 900 BF 叶盘加工单元
图片文件: C269.jpg

EMAG PO 900 BF 的加工区域内,正在使用PECM (精密电解加工)技术加工整体叶盘
图片文件: C266.jpg

用 PECM 技术在EMAG PO 900 BF 上加工出来的整体叶盘
图片文件: Infografik_Bearbeitungskombinationen.pdf

在 Fraunhofer IPT 和来自RWTH Aachen 的 WZL 进行的研究中使用了七种不同的加工组合方法。整个机加工(第一号)作为基准。假设每年生产70 个叶盘的费用是100%,对于800台的生产量来说,下降到大约90%(远远超出)。在第二号组合加工(粗铣和PECM )中,费用降到至少低于60%。根源: Fraunhofer IPT/WZL
关于埃马克
逆向思维的创新加工技术创立了埃马克公司的行业领先地位。1992 年埃马克公司匠心独具,首次推出构思巧妙的倒立式车床,大获成功。此后,埃马克公司再接再厉,又研发出了新的倒立式多功能生产中心。如今,埃马克已名符其实成为世界上倒立式机床举足轻重的制造商。
埃马克集团总部设在德国萨拉赫市,传统悠久,机床制造经验丰富。其工艺技术全面而完善,能为用户提供加工盘类件、轴类件和箱体类零件的机床和生产系统。不管是车床,还是磨床、滚齿机、激光焊接机,热套装配设备、电化学设备或是感应加热设备——埃马克集团几乎能为所有的应用提供最佳的生产方案。