丹麦机床,国外丹麦机床品牌、企业、产品——158机床网
https://www.158jixie.com
-
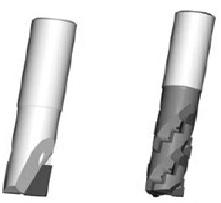
尤尼莫克 PCD 外镗刀
158机床网——N = 3000 RPM, Fn = 0.15 mm/rev.特点:具有单出屑槽,外镗。多直径加工的PCD刀具。该组合刀的刀刃能够使刀具一次装夹便可加工工件前后。外镗铰刀根据加工内容不同是可以替换的,同时是可调的。优点:由于使用了组合刀具可缩短生产周期,减少换刀次数和必要的刀具用量,能在部件上加工出好的孔质量。
-
尤尼莫克 PCD 外镗刀
158机床网——N = 3000 RPM, Fn = 0.15 mm/rev. 特点:具有单出屑槽、外镗、多直径加工的PCD刀具。特殊的出屑槽利于提高排屑。该组合刀的刀刃使刀具一次装夹便可加工工件的前后端。 优点:由于使用了组合刀具缩短低生产节拍,减少换刀次数和必要的刀具用量。能在部件上加工出妇的孔质量。
-
尤尼莫克
158机床网--在多数情况下,尤尼莫克的方案加工汽轮机叶片的用刀数量可以减少。在一些案例中,刀具数量可以减少30%,您的得益是更低的刀具成本,更少的生产周期,因而也有更高的生产率。
更好的表面质量
-
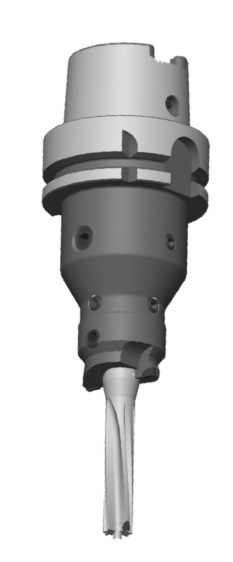
PCD 组合刀具
158机床网——于气门底孔精加工目标:
减少加工循环时间。客户以前用类似的刀具,但通常是没有冷却口和导向条的直槽铰刀。我们的进给率在6至10m/min。直槽铰刀只能够达到2.4m/min的进给率。
尤尼莫克的刀具方案:
PCD组合铰刀加UM Dandia可调刀柄。铰刀退削槽呈反螺旋。所有废屑随内冷却液向前排出。另在额外导向调处也有内冷液出口。
尤尼莫克刀具图号: 710098/000491 – 492
结果:
铰刀进给率从Vf 2400 mm/min到 Vf 8000 mm/min,增加了3.3倍,转速都是10 000rpm。直径公差相当稳定,圆度在公差是在4微米内。切削参数的提高使加工时间明显缩短,刀具寿命不变。
数据
• 10 000 rpm
• 铰刀: 8 000 mm/min 进给率
沉孔: 2 500 mm/min 进给率
• 刀具寿命 300 000 孔
• 刀具成本 = 0.01 欧元/缸盖
共4条记录,每页显示20条,当前第1/1页
[首页] [1] [尾页]