

卷板机-锥形卷板机-上辊万能式卷板机
一﹑总述:
该机属于液压型三辊卷板机,用于将钢板卷成圆筒形。
上辊可以垂直升降﹑水平移动。
预弯通过调节上辊,使上辊相对于下辊非对称位置来实现。
滚圆时通过电机、减速机带动两下辊进行。
由于下辊标高不变,所以便于进料和操作。
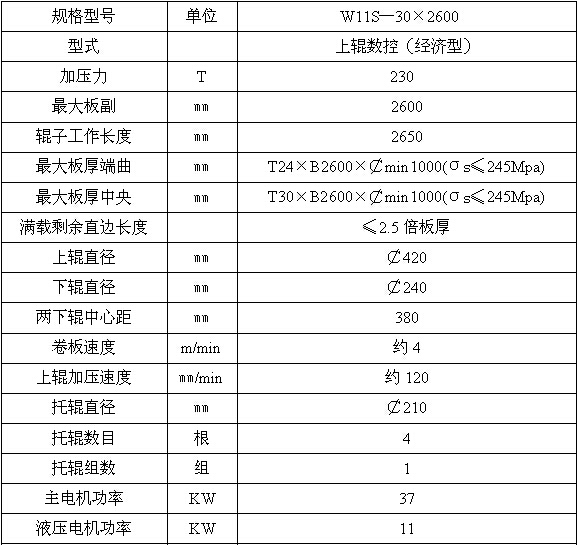
二、设备的主要技术参数
 三、工作原理及结构特征
三、工作原理及结构特征
该机械主要由上辊装置、下辊及水平移动装置、托辊装置、主传动系统、翻倒装置、机架、平衡装置、底盘等部分组成。
3-1、上辊装置
上辊装置由上辊、主油缸、上辊轴承座及双列调心轴承等组成。
两主油缸提供卷制板材所需的加压力,主油缸工作压力为19.5MPa.
双列调心轴承采用低速、重载的调心滚子轴承.
上辊呈鼓形,用于补偿上辊受力变形挠度。
上辊用45#制成,粗加工后调质处理,HB260-300。
3-2、下辊及水平移动装置
下辊装置由下辊、下辊轴承座、下辊滑动轴承、下辊输入齿轮等组成。
下辊装置为卷制板材提供正反扭矩。
通过主传动输出齿轮和下辊输入齿轮,传动扭矩。
下辊用45#钢制成,调质处理,辊身表面机械强化处理。
下辊滑动轴承选用SF-1自润滑复合材料,
水平移动装置由水平移动电机提供动力,通过蜗杆传动机构、螺旋传动机构带动机架、上辊部件水平移动,实现工件的预弯,以及非对称卷制。
3-3、托辊装置
托辊装置由托辊组合、斜楔机构、螺旋机构组成。
调节螺杆带动相对两组斜楔靠拢或分离,从而使托辊组合升高或降低。
托辊为45钢制造,调质处理,硬度低于下辊。
3-4、主传动系统
主传动系统由主电机、减速机、输出齿轮等组成。
系统可正反转,提供工作动力,通过主减速机、输出齿轮、下辊齿轮传递扭矩至下辊,使下辊转动,依靠摩擦力带动板材进给,完成卷制工作。
3-5、翻倒装置
翻倒装置由销轴、滑枕、翻倒液压缸、支座等组成。
翻倒液压缸带动翻倒机架翻倒或复位。翻倒机架翻倒时,便于制品沿翻倒端取出。
3-6、平衡装置
平衡装置由两根拉杆和平衡梁组成。
平衡装置在翻倒侧架翻倒后,压住上辊的尾部,保持上辊的平衡。
3-7、机架
固定、翻倒机架为焊接件,焊后振动时效去除应力处理。机架用于安装液压缸,并带动上辊部件作水平移动。
3-8、底盘
底盘为箱式焊接结构,退火处理。用于安装各部件。
3-9、锥筒装置
本锥筒装置为卷板机的附件,主要组成有:上支座,铰支轴,轴套,销轴等。
在卷制锥筒时,工件与轴套相互抵触产生摩擦阻力,而且轴套挡住工件纵向移动,将工件逐步成型至所要求的锥度,所卷工件的锥度小于30度,卷制锥筒工件的承载能力为本卷板机卷制能力的60%。在卷制圆柱筒时,不需要锥筒装置,将(定位销轴)抽出,将铰支轴调整水平方向,然后(定位销轴)插入定位孔并锁紧。
四、液压系统
4-1总体概述
液压系统由齿轮泵、阀组、流体连接件、液压辅件等组成。
液压阀选用叠加阀系列,管路不止简洁、维护调试方便。
系统有三种回路组成,超压保护及压力调节回路,同步回路,速度回路组成。
压力调节回路通过主溢流阀调节系统工作压力。系统工作压力为19.5MPa。
同步回路通过分流节流阀对上辊的上升、下降粗步分流同步,节流阀进行上下调节;
速度回路控制翻倒侧机架的翻倒、复位,通过节流阀进行回路节流速度的调节。
4-2各种保护:上辊的上升、下降分别有溢流阀作压力极限保护。
五、电气控制系统
5-1:概述
电气控制系统由电气控制柜、操作台、手持按钮盒组成。
系统主要技术指标:
系统工作电压为380V/50Hz。 环境温度为-5度到45度 。
控制电路采用PLC可编程控制器系统,继电器少,动作可靠,寿命长。
控制柜上设置有完成整个卷制过程的全部按钮和指示灯,可对整机的工作状态和操作进行控制,手持按钮盒为流动作业时对关键操作的控制提供了方便。
5-2保护
电机配有相应的断路器作电流短路保护;电机配有相应的热继电器作超负荷保护;上辊水平移动配有限位开关作极限的位置保护;翻倒缸的翻倒、复位分别设有上、下限位开关极限保护;
总电源短路器有分励脱扣器,在操作台及手提按钮盒均有“急停”按钮以远程切断总电源。
5-3互锁
翻倒架充分的复位(限位开关控制)后,上辊升降、上辊前后移动、下辊正 反转等动作方可进行;
上辊位于上位(限位开关控制)时,上辊水平移动、翻倒侧单独下降不能进行;
上辊压力继电器工作压力大于(1/3P)时,上辊不能水平移动。
5-4故障指示
电机过载时,故障指示灯亮; PLC发生故障时,故障指示灯亮。
六、数控控制系统
数控系统具有在卷制过程中的实时监控、到位控制和短电记忆等功能。
实时监控:触摸屏随时显示上辊主油缸上下的位移量Y、上辊水平移动量X。
到位控制功能:触摸屏上的数字和功能键对工艺参数进行设定,可以实现上辊上下、水平移动量的到位控制。








