
20世纪90年底初期,出现了一种新型、高效传热夹套——蜂窝夹套,以其优异的传热性能和力学构造性能得到了一致的认可,并迅速在化妆品、食品、制药、石油化工、造纸等行业得到广泛应用。下文从蜂窝夹套的结构形式、不同焊接方式下制造工艺流程和优缺点方面给予简单的分析。
1. 蜂窝夹套换热板结构概述
在罐体外侧,以焊接连接或者法兰连接的方法装设各种形状的钢结构,使其与筒体的外表面形成密闭的空间,在此空间内通入换热介质,加热或冷却物料,维持物料的温度在预定的范围内,这种钢结构统称为夹套。蜂窝夹套是在整体夹套的基础上,采取某种加强措施用以加强罐体的外压稳定性,达到既节省材料又能提高夹套与内筒体承压能力的目的。
目前国内常用的蜂窝夹套形式有:模压式和激光焊式。模压式,即将夹套板压制成圆台状凹坑蜂窝,在蜂窝底部圆孔处将夹套与筒体焊接起来。蜂窝夹套的焊接点在筒体上可按正三角形布置或按正方形布置,在封头上按同心圆布置。激光焊蜂窝夹套是将夹套薄平板和筒体厚平板紧密贴合,用高能的激光束沿正三角形布置或正方形布置的点焊接,经卷压成筒体,再用压力鼓胀成蜂窝状的夹套。

2. 模压式蜂窝夹套换热板制造工艺
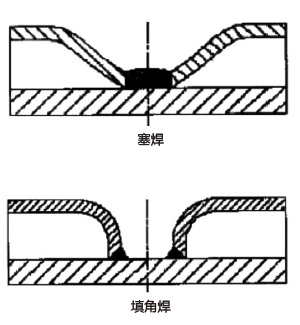
蜂窝夹套板是在不锈钢板上采用专用模具压制而成,材料一般为不锈钢。夹套的壁薄、直径大、焊点多(最大的容器有1万多个蜂窝点)、焊接变形大,因此在成型、组队、焊接制造过程中必须采用有效的防变形措施。蜂窝孔的焊接工艺采用GTAW焊,焊接顺序可以采用每个孔沿一周逐步退焊的方法,焊完一个孔后跳到另一个处于低温状态的孔进行焊接,即跳焊。焊接的接头形式有两种:塞焊和填角焊。
在焊接过程中,应严格控制焊接质量,必须采用以下措施控制焊接变形:合适的焊接工艺、焊接顺序、冷却方法等控制焊接质量和刚性固定及合适的组队顺序。为便于封头的焊接,采取将夹套封头与壳体封头先组对,所有的塞焊孔焊接完成,夹套水压实验合格后再与筒体组焊的方法。首先用外衬胎沿壳体封头的直边部分,将封头衬圆,然后将成型好的夹套封头与其组对焊接。衬胎一直到封头与筒体组对焊接完工后拆去。在蜂窝塞焊时,这种刚性固定法有效地防止了焊接变形,控制了封头的不圆度,保证了封头与筒体的组对。由于衬胎的作用,也有效控制了封头与筒体环焊缝焊接时产生的变形及错边。筒体壳体成型后,在两端从内部用衬胎衬圆,以防止筒体不圆度的变化和焊接变形,直到所有蜂窝孔焊接完成后方可拆除。
对于大型的蜂窝夹套反应器,采用分片式。夹套分片压制完成后,可现场焊接组装。
3. 激光焊式蜂窝夹套换热板制造工艺
激光焊蜂窝夹套是激光焊接后再用压力鼓胀成型的,具体过程见下面示意图。
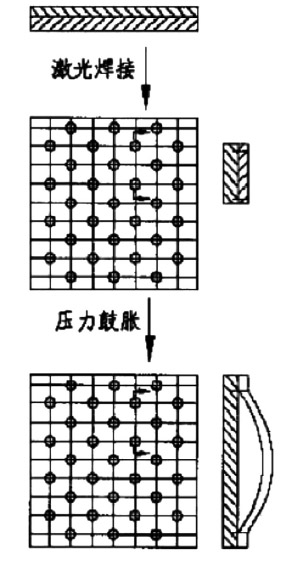
一般在焊接前把薄不锈钢板和厚不锈钢板表面擦干净,两板紧密贴合,用激光深熔焊接两板的蜂窝圈。焊接完毕的蜂窝板如果用来作筒体则需卷成筒体,再用一定的压力使薄板鼓起,这样就有筒体和蜂窝夹套的组合件。如果用来作规则的封头,例如锥形封头,则需卷成椎体状,再鼓胀。最后把鼓胀成型的各组件用焊接或者法兰等方式连接起来就制成一台蜂窝夹套设备。
4. 模压式与激光焊式蜂窝夹套换热板优缺点对比
(1) 激光焊式蜂窝夹套强度高。从上述模压式和激光焊式的制造工艺过程中可见,激光焊蜂窝夹套与模压式蜂窝夹套相比,有一个很显著的结构优点:蜂窝点不开孔。从力学角度定性分析,板结构的开孔往往是应力集中的地方,对整个结构的承载能力有削弱作用,所以激光焊蜂窝夹套的结构强度应比模压式蜂窝夹套好。这也体现在同样的设计条件下,激光焊蜂窝夹套厚度比模压式蜂窝夹套厚度小。以用于发酵罐的蜂窝夹套为例,在分别以25%酒精水、水蒸气、液氨为换热介质情况下的夹套经验厚度值比较,见下表。
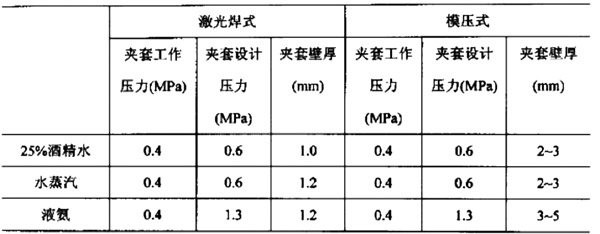
(2) 激光焊式蜂窝夹套换热性好。蜂窝夹套由于蜂窝点的分布对流体有扰动作用,具有传热系数大、换热效果好。激光焊蜂窝夹套的通道高度h比模压式的小,例如液氨介质的蜂窝夹套,在1.3MPa设计压力下激光焊式通道高度3~4mm,模压式通道高度8mm。通道高度小,流体的流动速度快,又由于蜂窝点对流体的扰动作用,激光焊蜂窝夹套的换热效果比模压式的更好。
蜂窝材料铣床、加工中心,龙门高速加工中心,销售电话:159-1097-4236
(3)激光焊式蜂窝夹套效率高、质量稳定性高。相对已经广泛应用的先压制蜂窝夹套再焊接组合的制造工艺,激光焊式蜂窝夹套的制造工艺就简单方便多。大型的自动化数控激光焊接机一次性就能焊接长14米、宽2米的蜂窝板,工作效率高。相比下,压制成型圆台状凹坑蜂窝,全部(或部分)蜂窝底部冲有圆孔,在圆孔处将夹套与筒体焊接起来,整个夹套有上万个蜂窝孔,这样的焊接工作非常繁琐,对于其焊接质量控制也比较麻烦。由于激光具有方向性、能量集中,焊接变形小,焊缝表面光洁漂亮;并且焊接过程中由CNC数控系统自动控制,加工精度高,大批量焊接质量稳定可靠,排除了人工焊接时的人为因素。另外通过专业自动编程软件控制,可以方便地更换焊接图样,以满足不同冷媒、耐压和换热需要。
综上所述,激光焊式蜂窝夹套换热板比传统的模压式蜂窝夹套具有更多的优势:强度高、换热性好、效率高、稳定性好等,随着激光焊接的应用越来越广泛和激光焊接设备成本降低,国内厂家开始采用激光焊接制造生产蜂窝夹套。■







