182 1006 2835
159 1097 4236
欧美日机床
金切机床
锻压机床
电火花机床
二手机床
量具量仪
控制系统
机床附件
其他
全部机床分类
高端机床要闻
品牌企业要闻
新品推荐
行业资讯
热点新闻
机床知识
机床网
全部机床分类
高端机床要闻
品牌企业要闻
新品推荐
行业资讯
热点新闻
机床知识
服务热线
182 1006 2835
159 1097 4236
欧美日机床
金切机床
锻压机床
电火花机床
二手机床
量具量仪
控制系统
机床附件
其他
http://www.158jixie.com
当前位置:
158机床网
-
企业索引
-
苏州工业园区美光机电有限公司
苏州工业园区美光机电有限公司
苏州工业园区美光机电有限公司成立于1997年,是一家专业开发和生产电加工设备的企业。公司创始人曾是开发和生产中国第一台电火花线切割机的主要设计人员之一,公司的理念“追求极致,尽善尽美”,竭诚为国内外大中型单位企业提供中高档的电火花线切割机,细孔放电机,电火花成型机等电加工设备。
产品列表
更多...
线切割
苏州美光加工中心
线切割
苏州美光产品
DK7725G精密中走丝线切割机
158机床网-DK7725G精密中走丝线切割机机床结构紧凑,互通性好,切割工件表面没有快走丝的换向条纹,没有氧化条纹,精度可达0.01mm,同时使用成本没有任何提高,特别适合电子,钟表,小五金等行业的精冲模具加工。
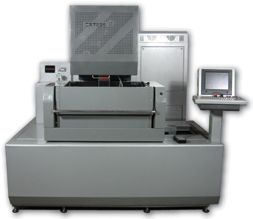
DM703A型高速穿孔机
一. 快速加工∮0.2-∮3.0mm深孔,行程350×250mm 二. Z轴伺服电机控制,快上,快下,显著提高效率。 三. Z轴双直线滚动导轨,X,Y轴滚珠丝杠,高刚性。 四. 台湾专用高压水泵(140kg/cm²) 五. 自动定深,盲孔加工 六. 外置式辅助喷水头,全机自动润滑系统。 七. Z轴二次行程(380+300),适应不同高度的加工。
DK7740精密型中走丝线切割机
158机床网-DK7740精密型中走丝线切割机,我们普遍认为精密丝杆和导轨就可以决定线切割机的加工精度,确忽视了加工中钼丝的稳定性和直径变化对线切割模具加工精度,表面粗糙度的重大影响。
09型精密中走丝线切割机
美光MG40型中走丝线切割机床 技术特点: 一. 稳重,紧凑的球墨铸铁床身结构,已消除应力,保证长期精度。 二. 运丝部件采用运丝电机和运丝筒一体化结构,实现运丝平衡稳定。 三. 采用美光专利导丝器,保证钼丝长期可靠精确定位,有效提高切割表面光洁度。 四. X,Y轴拖板电机采用直线细分电机,最高可达20000步/秒;X,Y轴丝杠直接驱动, 不带过桥齿轮,进一步提高机床精度。 五. 上下平衡自动紧丝机构,确保电极丝张紧始终恒定。
中走丝精密线切割
新型高效率低损耗脉冲电源,获得国家专利, 在切割100000平方毫米工件后,钼丝的损耗仅为0.005mm,该项工艺指标远远领先于中走丝线切割行业的其他单位;
环保型中走丝线切割
传统快走丝和中走丝线切割机在加工过程中存在很大的钼丝损耗,在加工100000平方毫米情况下,钼丝损耗为0.015mm至0.2mm,严重制约了加工模具产品的精度和表面光度;美光公司经过多年的技术研究,并借鉴了国外慢走丝的电脉冲技术,其美光牌中走丝线切割机床在加工100000平方毫米情况下,钼丝损耗仅为0.005mm;真正确保了高精度和高光度的加工模具,在中国的线切割领域取得了质的突破。
电火花线切割
详细介绍: 一、工作台导轨是韩国进口P级直线导轨,X、Y轴采用P3级精密滚珠丝杆,实现了高精度步进传动。 二、走丝系统采用恒张力上丝机构,自动稳定地随机紧丝,提高了加工表面的粗糙度和加工效率。 三、稳重、紧凑的高刚性线架和集中供油润滑系统,延长了机床使用寿命。 四、两项国家专利产品,自动校正式导丝装置,确保电极丝稳定,进行高精度加工;高效低功耗智能脉冲电源,可高效切割各类模具钢,铝合金,硬质合金,实现大厚度加工,确保低丝损耗,高光度。 五、数控装置采用高品质工控计算机系统,配有硬盘,通讯网卡接口,USB接口,液晶或普通彩显。 六、HF编控一体化软件,编程控制分时完成,加工轨迹实时跟踪显示,绘图式编程自动转换为控制程序,国际标准ISO代码与3B代码兼容及通讯。 七、免费培训,全面跟踪质量服务,随机文件全面丰富。
相关产品
VMC-1890加工中心
VMC-1890加工中心
液压闸式剪板机QC11Y系列
液压闸式剪板机QC11Y系列全钢焊接结构,综合处理(振动时效、热)消除内应力,有很好的刚性与稳定性;
数控车床 - CK0628
数控车床 - CK0628,CK0628,金属加工机械 - 数控车床,南京第二机床厂,数控车床 - CK0628价格及其他相关信息
HD系列卧式加工中心
HD系列三坐标加工中心以三个数控坐标轴.半闭环控制为基本配置型式,可进行直线及圆弧插补,完成各种平面和孔加工工序,具有占地面积小,高柔性.高精度和高生产率的特点。 该系列产品既可根据具体加工任务选用工作台.交换工作台。固定夹具或数控立轴/卧轴/立卧轴转台构成不同型式的加工中心,也可作为模块组成柔性单元、纳入柔性系统或柔性自动线,以充分满足批量定制生产方式的要求。
联系方式
公司名称:
苏州工业园区美光机电有限公司
联系人:
贺经理
联系电话:
0512-67242607
联系邮件:
mgedm@sina.com
联系地址:
苏州工业园区扬绣路19号
推荐品牌
朝阳锻压
上海特固克
精强机床
河北发那
温州奥创
齐重数控
南通巨鑫
意大利普马宝
广州科挺
东莞鑫涛