营口进口机床企业、产品、价格信息-158机床网
https://www.158jixie.com
-
Y31315K滚齿机
一、用途:
该机床按连续分齿的方法,适用于批量及单件生产加工圆柱直齿轮、斜齿轮、蜗轮和链轮。
本机床滚切普通蜗轮是采用径向进给的方法进行加工。
本机床设有单分齿机构,可用圆片铣刀和指形铣刀铣削齿轮。
指形铣刀配合反向机构可以加工无空刀槽人字齿轮
本机床具有刚性好、强度大、精度高、操作方便、调整及维护简单等特点
在合理的切削参数下用滚切法加工齿轮精度达8级,单齿加工达9级
后立柱、指形刀架为特殊定货
-
Y31200K大型滚齿机
一、特点:
Y31200K滚齿机系大型模数滚齿机。
该机床适用于批量及单件生产加工圆柱直齿轮、斜齿轮、蜗轮和链轮。
本机床设有单分齿机构,可用圆片铣刀和指形铣刀铣削齿轮。
本机床具有刚性好、强度大、精度高、操作方便、调整及维护简单等特点。
可采用逆铣和顺铣方法加工齿轮,可以轴向或径向进行加工。
-
YHK3150数控滚齿机
一、主要用途及工作方式
本机床适用于成批、小批及单件生产加工圆柱齿轮和蜗轮,及一定参数的鼓形齿轮也可用花键滚刀连续分度滚切长度小于250的6齿及6齿以上的短花键轴。且用链轮滚刀可以滚切链轮。
加工圆柱齿轮时可采用逆铣和顺铣滚切,采用轴向进给(垂直进给)的方法加工出全齿宽。
本机床滚切普通蜗轮是采用径向进给的方法进行加工。
本机床加工花键轴及链轮时机床的调整及加工方法与加工圆柱直齿轮时一样。
本机床采用西门子802C数控系统,用交流伺服电机驱动轴向进给和工作台径向进给,可以实现两轴联动,加工各种工件。
-
YHK3180数控滚齿机
一、主要用途及工作方式
本机床适用于成批、小批及单件生产加工圆柱齿轮和蜗轮,及一定参数的鼓形齿轮也可用花键滚刀连续分度滚切长度小于300的6齿及6齿以上的短花键轴。且用链轮滚刀可以滚切链轮。
加工圆柱齿轮时可采用逆铣和顺铣滚切,采用轴向进给(垂直进给)的方法加工出全齿宽。
本机床滚切普通蜗轮是采用径向进给的方法进行加工。
本机床加工花键轴及链轮时机床的调整及加工方法与加工圆柱直齿轮时一样。
本机床采用西门子802C数控系统,用交流伺服电机驱动轴向进给和工作台径向进给,可以实现两轴联动,加工各种工件。
-
Y31125K滚齿机
一、主要用途及工作方式
本机床适用于成批、小批及单件生产加工圆柱齿轮和蜗轮,也可用链轮滚刀滚切链轮。
加工圆柱齿轮时可采用逆铣和顺铣滚切,可采用轴向进给(垂直进给)的方法加工出全齿宽。
本机床滚切普通蜗轮是采用手动径向进给的方法进行加工。
加工链轮时机床的调整及加工方法与加工圆柱直齿轮时一样。
-
Y3150K滚齿机
一、主要用途及工作方式
本机床适用于成批、小批及单件生产加工圆柱齿轮和蜗轮,也可用花键滚刀连续分度滚切6齿及6齿以上的短花键轴。还可以用链轮滚刀滚切链轮。
加工圆柱齿轮时可采用逆铣和顺铣滚切,可采用轴向进给(垂直进给)的方法加工出全齿宽。
本机床滚切普通蜗轮是采用手动径向进给的方法进行加工。 加工花键及链轮时机床的调整及加工方法与加工圆柱直齿轮时一样。
根据用户的特殊要求可配置西门子数控系统,完成鼓形齿和小锥度锥齿轮的加工,还可以将机床加高、加长扩展机床的加工范围。
-
YB3120K高效滚齿机
一、特点:
良好的刚性和极小的热变形,能承受高负荷强力和高速切削。当采用涂层滚刀,其切削速度可达120m/min。
一次方框自动循环功能,便于批量加工和多机床管理,大大提高生产效率。
自动窜刀功能,利于刀具合理磨损,提高刀具使用寿命。
调整操作方便,具有自动停车机构及可靠的安全装置和自动润滑系统。
-
Y3180K滚齿机
一、主要用途及工作方式
本机床适用于成批、小批及单件生产加工圆柱齿轮和蜗轮,也可用花键滚刀连续分度滚切长度小于300mm的齿及6齿以上的短花键轴。
加工圆柱齿轮时可采用逆铣和顺铣滚切,可采用轴向进给(垂直进给)的方法加工出全齿宽。
本机床滚切普通蜗轮是采用手动径向进给的方法进行加工。本机床加工花键轴时机床调整及加工方法与加工圆柱只齿轮时一样。 刀架采用快速电机和手动调整。
根据用户的特殊要求可配置西门子数控系统,完成鼓形齿和小锥度锥齿轮的加工,还可以将机床加高、加长扩展机床的加工范围。
-
YHK5180-3型数控插齿机
158机床网——YHK5180-3型数控插齿机是我公司针对工程机械、矿山机械、大型减速机、大功率重载变速箱、军工机械、冶金冶炼机械、能源工业等行业,应用最新控制技术开发的新产品,机床规格适合于较大范围的内、外齿轮的加工。
本机床采用西门子802C数控系统进行控制,主运动采用了高性能主轴变频电机;工作台圆周运动和刀具圆周运动均采用高性能交流伺服电机驱动,可任意设置刀具、工件参数,任意设置圆周运动速度,实现无级调速和粗、精切转换时的自动变速。
-
Y5150K插齿机
158机床网——用途及特点本机床适用于加工内外啮合的直齿圆柱齿轮,特别适于加工带台阶的多联齿轮及扇形齿轮等。本机床为半自动循环,操作和调整均较方便,生产效率高,传动系统采用平行让刀,平行轮系,没有伞齿、斜齿轮传动,维修简单。本机床噪音小,精度高。特别适用于汽车、拖拉机、机床、矿山等机械制造业的成批及大量生产,也适用于单件小批量生产。
-
YK-006D数控电解工具磨床
158机床网——本机床采用西门子802D两轴数控控制系统和交流伺服单元驱动。可以实现四轴联动,能完成各种复杂曲线的磨削工作。
采用滚珠丝杠和滚动直线导轨。机构合理、外形美观、刚性好、精度高。
特别适用于刃磨各种硬质合金刀具和部分量具,如各种铣刀、球头铣刀、铰刀、插齿刀、车刀、刨刀等。
能磨削工件外表面及平面等。
可以完成普通工具磨床需要附具才能解决的磨削问题,适用于工具制造厂、工具车间、机械加工厂等。
-
MHK6025-4数控工具磨床
158机床网——本机床采用西门子802D四轴数控控制系统和交流伺服单元驱动。可以实现四轴联动,能完成各种复杂曲线的磨削工作。
采用滚珠丝杠和滚动直线导轨。机构合理、外形美观、刚性好、精度高。
可以刃磨各种刀具,如各种铣刀、球头铣刀、铰刀、插齿刀、车刀、刨刀等。
能磨削工件外表面及平面等。
可以完成一般工具磨床需要附具才能解决的磨削问题,适用于工具制造厂、工具车间、机械加工厂等。
-
J84系列精压压力机
158机床网-- 精压压力机采用肘杆式结构,用较小的力产生很大的精压力、节能效果好。机身采用框架式钢板焊接结构,刚度好,外形美观。本机主要适用压印、整形、校平、冷挤压等工序,广泛用于汽车、摩托车、自行车、拖拉机、仪器仪表、医疗器械等行业。
-
J87-300型冷挤压压力机
158机床网-- 本机是冷挤压加工工艺的理想设备。机器采用下传动曲轴式结构,在工作台下设有液压安全保护装置,在滑块内备有液压缓冲装置,采用气动磨擦离合器与自动器。机器工作平稳、精度高,挤压能力强。
-
YJ89金属挤压成型压力机
158机床网--YJ89A-1250型金属挤压成形压力机,其主要用途是压制无缝三通管件。也可用于冷、热挤压工艺。全部采用液压驱动。机身采用钢板焊接结构,外形美观、刚性好。采用液压电气控制,操作方便,动作灵敏、安全可靠。本机最大可推制10 英寸以下的各种管件,是目前国内压制三通管件最为理想的设备。其工作过程是用上滑块扣合三通模具并压紧,左右侧缸用于内充高压液时的封口及推制。
根据订货要求本厂还可设计开发35000千牛以下其它规格的推制管件压力机。
-
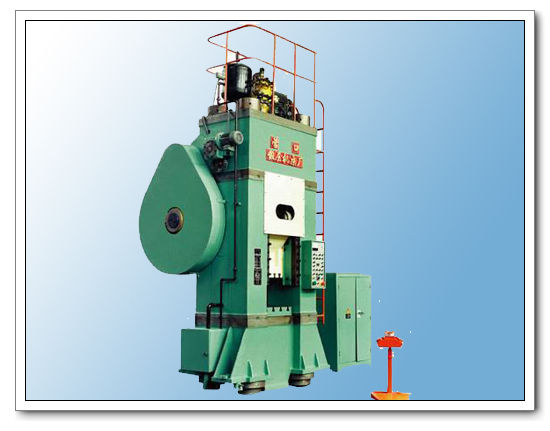
J71系列闭式多工位压力机
158机床网-- J71系列压力机属于多工序自动冲压加工设备,在一次行程中可完成一个成品件,自成一条冲压自动生产线。本机广泛适用于轴承、汽车、电子、仪表、文具等行业。机身全部采用钢板焊接结构,强度高、刚度好,单工位上允许工艺力大于国内外同类机床允许值,全部采用PC机控制,动作灵敏,安全可靠。
-
J13系列柱型台机械压力机
158机床网--本压力机采用开式钢板焊接结构机身,圆柱形工作台,气动磨擦离合器和制动器,根据用户订货要求安装光电式人身安全保护装置。
-
J71系列闭式多工位压力机
J71系列压力机属于多工序自动冲压加工设备,在一次行程中可完成一个成品件,自成一条冲压自动生产线。本机广泛适用于轴承、汽车、电子、仪表、文具等行业。机身全部采用钢板焊接结构,强度高、刚度好,单工位上允许工艺力大于国内外同类机床允许值,全部采用PC机控制,动作灵敏,安全可靠。
-
J71系列闭式多工位压力机
J71系列压力机属于多工序自动冲压加工设备,在一次行程中可完成一个成品件,自成一条冲压自动生产线。本机广泛适用于轴承、汽车、电子、仪表、文具等行业。机身全部采用钢板焊接结构,强度高、刚度好,单工位上允许工艺力大于国内外同类机床允许值,全部采用PC机控制,动作灵敏,安全可靠。
-
J71系列闭式多工位压力机
J71系列压力机属于多工序自动冲压加工设备,在一次行程中可完成一个成品件,自成一条冲压自动生产线。本机广泛适用于轴承、汽车、电子、仪表、文具等行业。机身全部采用钢板焊接结构,强度高、刚度好,单工位上允许工艺力大于国内外同类机床允许值,全部采用PC机控制,动作灵敏,安全可靠。
共49条记录,每页显示20条,当前第1/3页
[首页] [1] [2] [3] [下页] [尾页]